HU
Volfrámkarbid betétek alagútfúró gépekhez: mik ezek és miért fontosak
Ipari hírek-A volfrámkarbid betétek szerepe az alagútfúrásban
Az alagútfúró gépekhez használt volfrám-karbid lapkák az elsődleges vágóelemek, amelyek felelősek a kőzet- és talajképződmények repedéséért, kaparásáért és szétbontásáért az alagút homlokzatánál. Az alagút minden métere kemény vagy vegyes talajú körülmények között attól függ, hogy ezek a lapkák képesek-e megőrizni vágási geometriájukat, ellenállni a kopásnak, és elnyelni a hatalmas ütési és nyomóerőket, amelyek akkor keletkeznek, amikor egy forgó vágófej mélyen kőbe ütközik. Megfelelően meghatározott és karbantartott keményfém lapkák nélkül a behatolási arány meredeken csökken, a vágófelhasználás nő, és a teljes alagútépítési projekt gazdaságossága gyorsan romlik.
Maguk a betétek kompakt alkatrészek – jellemzően néhány millimétertől néhány centiméterig terjednek kritikus méretükben –, de rendkívül nagy pontossággal tervezték őket. A keményfém minőség, a kötőanyag-tartalom, a szemcseméret, a lapka geometriája és a keményforrasztási vagy sajtolásos rögzítési rendszer mind olyan változó, amelyet a lapkagyártó az adott forgácsolási alkalmazáshoz optimalizál. A mészkőben jól működő keményfém lapka idő előtt elkopik, gránitban vagy kvarcitban eltörik, és fordítva. Annak megértése, hogy ez miért van így – és hogyan válasszuk ki a megfelelő specifikációt – az a gyakorlati tudás, amely elválasztja a hatékony TBM-szerszámbeszerzést a költséges terepen végzett próba-próbáktól.
Mi az a volfrámkarbid, és miért használják a TBM vágószerszámokban
A wolfram-karbid (WC) a volfrám és a szén kémiai vegyülete, amely tiszta szintereit formájában az egyik legkeményebb mérnöki anyag, amely csak a gyémánt és a köbös bór-nitrid után áll a kereskedelemben praktikus forgácsolószerszám-anyagok között. A TBM lapkákhoz használt cementált karbid termékekben a volfrám-karbid szemcséket fémes kötőanyaggal - szinte általánosan kobalttal (Co) kötik össze, bár a nikkelt és a nikkel-króm kötőanyagokat speciális korrózióálló minőségekben használják - porkohászati eljárással, amely préselést és folyadékfázisú szinterezést foglal magában 130 °C feletti hőmérsékleten.
Az eredmény egy olyan kompozit anyag, amelyben a kemény WC-szemcsék rendkívüli keménységet és kopásállóságot, míg a kobaltkötő mátrix szívósságot és ütési törésállóságot biztosítanak. A kritikus meglátás az, hogy a keménység és a szívósság a cementált karbid feszültségében létezik – az egyik növelése általában a másik rovására megy. Az alacsony kobalttartalmú és finom szemcseméretű minőségek keményebbek és kopásállóbbak, de törékenyebbek; A magasabb kobalttartalmú és durvább szemcseméretű minőségek szívósabbak és ütésállóbbak, de koptató körülmények között gyorsabban kopnak. A TBM keményfém lapka megfelelő minőségének kiválasztása azt jelenti, hogy meg kell találni az optimális pozíciót ezen a keménység-szívósság kompromisszumban az adott kőzettípushoz, a formáció koptatóképességéhez és a vágómechanizmushoz.
Kifejezetten a TBM alkalmazásoknál a cementált keményfém minden praktikus alternatívát felülmúl. Az acélhegyekből nincs elég keménység ahhoz, hogy elfogadható behatolási sebesség mellett ellenálljanak a koptató kőzetkopásnak. A kerámiák versenyképes keménységet kínálnak, de nem elegendőek a törési szilárdsághoz ahhoz, hogy túléljék az alagút homlokfelületén jelentkező ütési terhelést. A gyémántvégű szerszámokat speciális, nagy értékű alkalmazásokban használják, de nem praktikusak a teljes TBM vágófejen szükséges vágóelemek mennyiségéhez. A cementált keményfém keménység, szívósság, hőstabilitás és ipari méretekben gyárthatóság kombinációja standard megoldássá teszi a kemény kőzetek és a vegyes köszörülésű TBM vágólapkák számára a globális alagútépítő iparban.
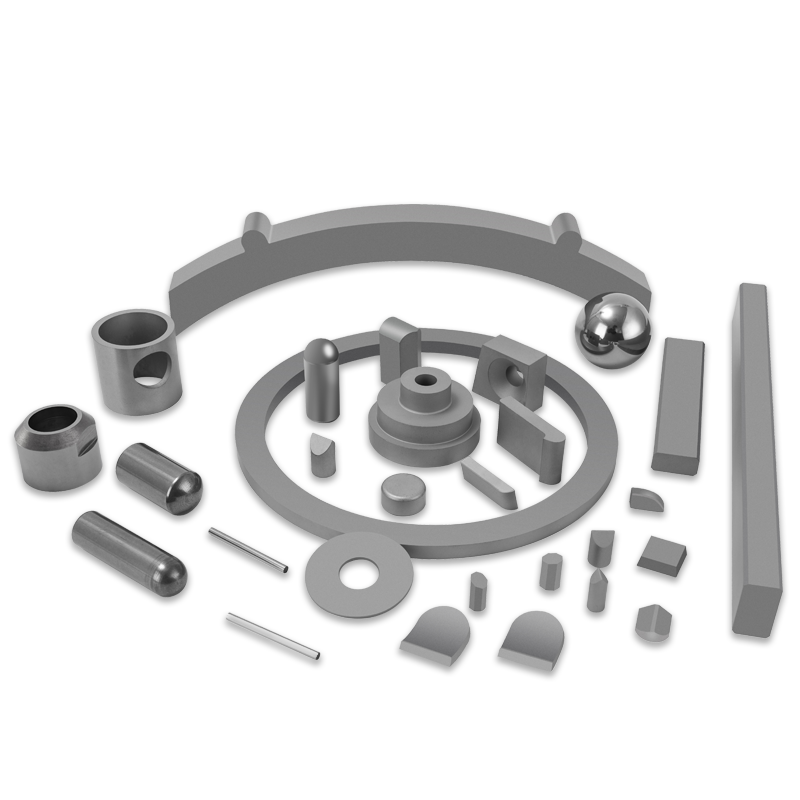
A TBM keményfém lapkák típusai és funkcióik
A TBM vágófejeken nem minden keményfém lapka látja el ugyanazt a funkciót. A vágófej különböző szerszámtípusok komplex összeállítása, amelyek mindegyike úgy van elhelyezve, hogy egy adott feladatot hajtson végre a sziklatörés és az anyageltávolítási folyamat során. Az e lapkatípusok közötti különbségek megértése alapvető fontosságú az egyes pozíciók megfelelő keményfém minőségének és geometriájának meghatározásához.
Korongvágó betétek
A tárcsás marók az elsődleges vágószerszámok a kemény kőzetű TBM-eken. A tárcsás vágó egy acélgyűrűből – a tárcsából – áll, amely egy agyszerelvényre van felszerelve, amely lehetővé teszi, hogy szabadon forogjon, amikor a vágófej forog. A tárcsa éle érintkezik a sziklafelülettel, és húzótöréseket hoz létre egy gördülő bemélyedés révén, nem pedig közvetlen vágás révén. A tárcsavágó alkalmazásoknál használt volfrám-karbid lapkákat jellemzően a tárcsagyűrű élébe ágyazzák, vagy érintkező él anyagaként használják kompozit lemezkialakításokban. Ezeknek a betéteknek ellenállniuk kell a nagy nyomófeszültségnek a kőzet érintkezési pontján, az ismétlődő ütközési ciklusokból eredő kifáradási terhelésnek és a kőzetmátrixban lévő kemény ásványok – különösen a kvarc – abrazív kopásnak. A kemény kőzetekben használt tárcsás maróbetétekhez általában közepes kobalttartalmú (8-12% Co) és finom-közepes szemcseméretű minőséget írnak elő.
Gomb- és csapbetétek a húzóeszközökhöz
Lágy és közepesen kemény talajon és vegyes felületű körülmények között a TBM-ek húzószerszámokat – csákányokat, kaparókat és mérővágókat – használnak, amelyek keményfém gombbal vagy csapbetétekkel vannak felszerelve, amelyek kaparó vagy nyíró művelethez kapcsolják a formációt. A gombbetétek félgömb alakú vagy ballisztikus profilú keményfém formájúak, préseléssel az acél szerszámtestbe; A csapbetétek hengeres szárak, edzett heggyel, préseléssel vagy forrasztással is előkészített ülésekbe. Ezek a lapkák kisebb nyomóterhelést szenvednek, mint a tárcsás vágólapkák, de nagyobb oldalirányú nyíróerőknek és változóbb hatásoknak vannak kitéve a vegyes kőzet-talaj érintkezésből. A magasabb kobalttartalmú (12-16% Co) és durvább szemcseméretű minőségek biztosítják az ilyen terhelési körülmények között a törésállósághoz szükséges szívósságot, a keményebb, alacsony kobalttartalmú minőségekhez képest némi kopásállóság árán.
Mérő és mérővágó betétek
A mérővágók a TBM vágófej külső kerületén vannak elhelyezve, és levágják az alagútprofilt a kívánt átmérőre. A legnagyobb forgácsolási sebesség – mivel forgásonként a legnagyobb kerületi távolságot teszik meg – és a profil egyenetlenségeiből és a kevert talajviszonyokból adódó jelentős ütési terhelés kombinációját tapasztalják az alagút határán. A mérővágó lapkák a legsúlyosabb kopási feltételeknek vannak kitéve a vágófejen, ezért gyakran keményebb minőségben vagy nagyobb lapkamérettel rendelkeznek, amelyek nagyobb keményfém térfogatot biztosítanak, hogy ellenálljanak a kopásnak, mielőtt a lapkát ki kell cserélni.
Vödörkerék és küllőhegy betétek
A lágy talajon vagy vegyes felületen üzemelő EPB (Earth Pressure Balance) és hígtrágyás TBM-eken a vágófej küllői és a kanál nyílásai keményfém hegyű kopóelemekkel vannak ellátva, amelyek megvédik az acélszerkezetet a kopástól, amikor a meglazult anyagot bekanalazzák a gépbe. Ezeket a kopásvédő betéteket általában nagy szilárdságú osztályokban határozzák meg, amelyek ellenállnak a szikladarabokból és a sárfolyamban lévő kemény zárványokból eredő ütéseknek, így a szerkezeti integritást előnyben részesítik a vágóél élességénél.
Keményfém minőség kiválasztása kőzettípus és koptatóképesség szerint
A keményfém lapkaminőség kiválasztásának elsődleges hajtóereje az alagút homlokzatának geológiai adottságai. A kőzet abrazivitása – amelyet szabványos tesztekkel, például a Cerchar Abrazivitási Index (CAI) és az LCPC abraziméteres teszttel határoztak meg – közvetlenül megjósolja a keményfém lapkák kopásának sebességét és a katasztrofális törés valószínűségét ütési terhelés hatására. A TBM keményfém lapkaspecifikációban a legfontosabb egyedi döntés a lapkaminőség és a kőcsiszoló képesség összehangolása.
| Sziklatípus | Tipikus CAI tartomány | Ajánlott társtartalom | Szemcseméret | Elsődleges kopási mechanizmus |
| Mészkő / Márvány | 0,1–0,5 | 10-14% | Közepes | Alacsony kopás; törési síkok becsapódása |
| Homokkő | 0,5–2,5 | 8-12% | Finomtól közepesig | Kvarcszemcséktől mérsékelt kopás |
| gránit | 2,0–4,5 | 6-10% | Rendben | Magas kopás; fáradásos repedés |
| Kvarcit | 3,5–6,0 | 6-9% | Ultrafinomtól finomig | Súlyos kopás; mikrochippelés |
| Bazalt / Dolerit | 1,5–3,5 | 8-12% | Finomtól közepesig | Kopás és ütés kemény zárványoktól |
| Vegyes arc / Glacial till | Változó | 12–16% | Közepes to coarse | Ütéstörés macskakövekből; változó kopás |
A körülbelül 2,0-s CAI-küszöb praktikus döntési pont a keményfém minőség kiválasztásánál. Ez alatt az érték alatt a magasabb kobalttartalmú, közepes szemcseméretű minőségek jó egyensúlyt biztosítanak a szívósság és a kopásállóság között. A CAI 2.0 felett a magasabb kobaltminőségű kopási arány gazdaságtalanná válik, és a specifikációnak az alacsonyabb kobalttartalmú, finomabb szemcsék irányába kell elmozdulnia, amelyek bizonyos szívósság árán fenntartják a keménységet. A CAI 4.0 feletti képződményekben – extrém kvarcit és egyes koptató konglomerátumok – még a prémium finomszemcsés, alacsony kobalttartalmú minőségek is gyorsan kopnak, és a lapkacsere gyakorisága inkább a tervezési tényező, mintsem elkerülhető költség.
Betétgeometria és hatása a vágási teljesítményre
A keményfém TBM lapka geometriája – profilalakja, csúcsszöge és méretarányai – meghatározza, hogyan kapcsolódik a sziklafelülethez, hogyan oszlatja el a feszültséget a keményfém testen belül, és hogyan változik a teljesítménye a lapka kopásával. A geometria optimalizálása ugyanolyan fontos, mint a minőség kiválasztása a lapka élettartamának és a vágási hatékonyság maximalizálásában.
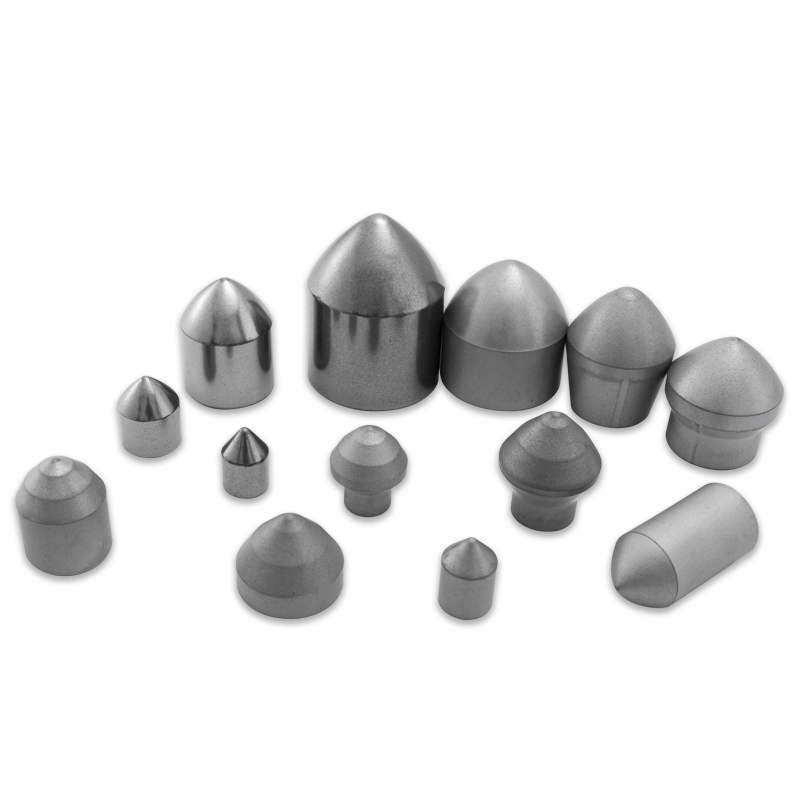
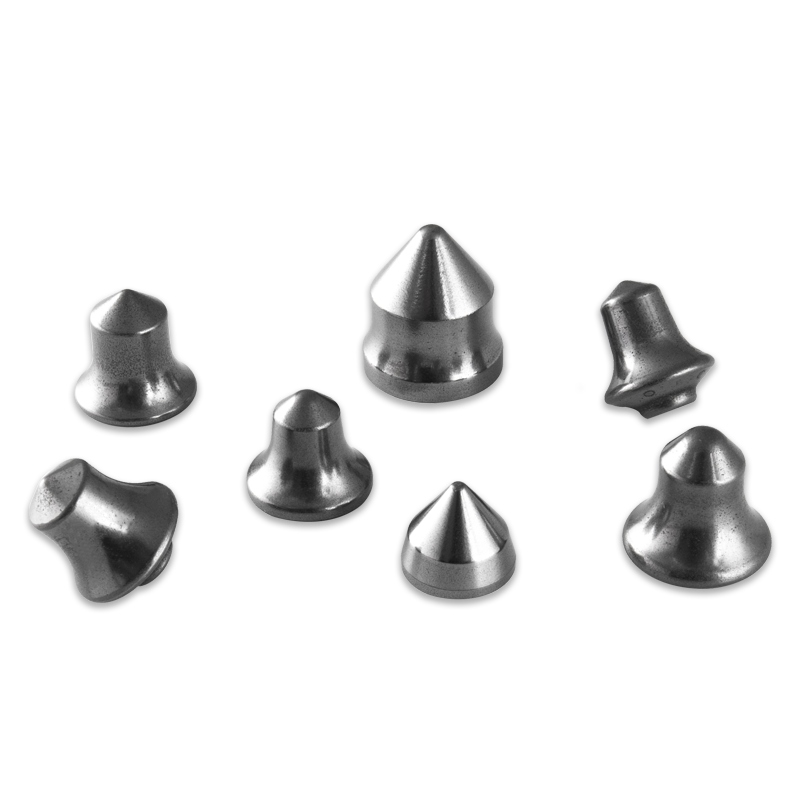
Félgömb alakú gombbetétek
A félgömb alakú profil a legelterjedtebb geometria a húzószerszám gombbetéteknél puha és közepesen kemény talajon. A lekerekített csúcs egyenletesen osztja el az érintkezési feszültséget nagy felületen, csökkentve a csúcsfeszültség-koncentrációkat, amelyek élesebb profilban törést okoznának. Ahogy a félgömb kopik, a geometriája fokozatosan fejlődik – a részben kopott félgömb még mindig funkcionális vágóprofil, ami azt jelenti, hogy a lapka térfogatának jelentős részén át teljesít, mielőtt cserére lenne szükség. A félgömb alakú profil fő korlátja kemény kőzetben, hogy az élesebb profilokhoz képest nagyobb behatolóerőt igényel az azonos bemélyedés eléréséhez, ami csökkenti a vágási hatékonyságot azokban a képződményekben, ahol a behatolási erő a korlátozó tényező.
Ballisztikus és kúpos profilok
A ballisztikus betétek nyúlványos csúcsprofillal rendelkeznek – a ponton lekerekített, de a félgömbnél meredekebb szögben hengeres testté alakul át. Ez a geometria hatékonyabban koncentrálja az érintkezési feszültséget, mint egy félgömb, javítva a behatolást a keményebb kőzetben ugyanazon alkalmazott erő mellett, de hajlamosabb a törésre, ha oldalról ütik be, vagy kemény zárványokkal rendelkező képződményekben használják. A meghatározott csúcsszögű kúpos lapkák tovább növelik a behatolási hatékonyság előnyét, de a szabványos profilok közül a leginkább törésre hajlamosak. A kúpos és ballisztikus TBM keményfém lapkákat jellemzően olyan képződményekhez írják elő, ahol a vágási hatékonyság az elsődleges, és az ütési terhelés kiszámítható és kezelhető.
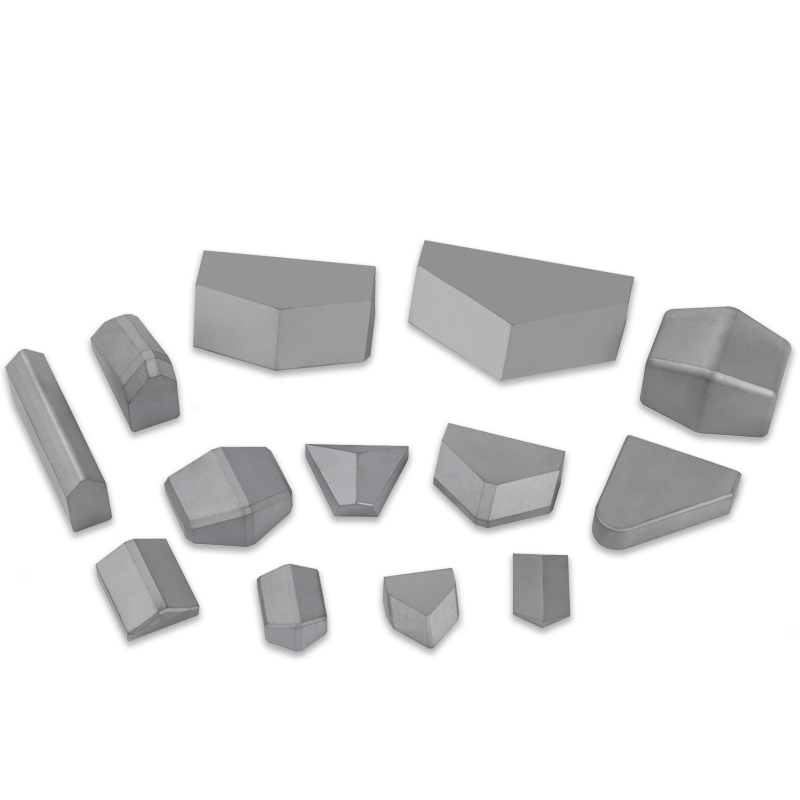
Véső- és ékprofilok
A vésőprofilú lapkák lineáris vágóélt mutatnak, nem pedig pont érintkezést a sziklafelülettel. Ez a geometria hatékony lágy és közepes képződmények nyírására és kaparására, és általánosan használatos a szelvényvágó és profilvágó pozíciókban, ahol meghatározott vágási geometriára van szükség. A véső éle koptató körülmények között gyorsan laposra kopik, így a vágómechanizmus nyírásról szántásra változik – ez jelentős teljesítményváltozás, amely növeli a szükséges vágóerőt és több hőt termel a lapka felületén. A vésőbetét kopásának ellenőrzése és a lapos kopási küszöbnél vagy azt megelőzően történő csere ezért időkritikusabb, mint a gombbetét geometriáinál.

Viselési mechanizmusok és felismerésük
A TBM keményfém lapkákat terepen befolyásoló specifikus kopási mechanizmus azonosítása a kiindulási pont annak diagnosztizálásához, hogy a jelenlegi lapkaspecifikáció megfelelő-e a talajviszonyoknak, és hogy a beavatkozások – fokozatváltás, geometriaváltás, üzemi paraméterek beállítása – várhatóan javítják-e a teljesítményt. A fő kopási módok megjelenésükben különböznek egymástól, és különböző kiváltó okokkal rendelkeznek.
- Csiszoló kopás (lapos kopás): A keményfém anyag fokozatos eltávolítása a betétcsúcs felületéről a kőzetben lévő kemény ásványszemcsékkel, sima, lapos vagy fazettás kopott felületet eredményezve. Ez a várható kopási mód csiszolóképződményekben, és azt jelzi, hogy a lapka a kőzet koptatóképessége és a keményfém keménysége által meghatározott ütemben fogyaszt keményfém térfogatot. Ha a lapos kopás mértéke magasabb a vártnál, fontolja meg az alacsonyabb kobalt, finomabb szemcsés minőségű váltást – de ügyeljen arra, hogy a szívósság elegendő maradjon a fennálló ütközési körülményekhez.
- Forgácsolás és mikrotörés: A keményfém csúcs kis léptékű repedése, amely szabálytalan éltörésként vagy gödrös felületi textúraként látható. A forgácsolás jellemzően azt jelzi, hogy az aktuális minőség túl kemény és törékeny a jelenlévő ütközési körülményekhez – a keményfém megreped, mielőtt a kötőanyag deformálódhatna és elnyelhetné az ütközési energiát. Ez a kopási mód akkor gyakori, ha a koptató körülményekre meghatározott alacsony kobalttartalmú minőség váratlan kemény zárványokkal vagy törési zónákkal találkozik. A megoldás általában a kobalttartalom vagy a szemcseméret növelése a szívósság javítása érdekében.
- Nagy törés: A betéttest katasztrofális törése, a rögzítőszár feletti betét jelentős részének vagy egészének elvesztése. Ez a meghibásodási mód súlyos túlterhelést jelez – jellemzően a váratlanul kemény sziklákkal való ütközés, a formáció szilárdságának hirtelen megváltozása vagy a lapka helytelen rögzítése, amely feszültségkoncentrációkat hoz létre a lapka alján. A durva törés azonnal tönkreteszi a lapkát, és károsíthatja a szerszám testét, így elkerülhető a költséges meghibásodási mód.
- Termikus repedés: A lapkacsúcsból kisugárzó felületi repedések hálózata, amelyet néha "hőellenőrzésnek" neveznek. Ez akkor fordul elő, ha a vágófelületen fellépő súrlódási hő olyan gyors hőciklust okoz, amely meghaladja a keményfém hőfáradási ellenállását. A termikus repedés gyakrabban fordul elő száraz forgácsolási körülmények között – ami azt jelzi, hogy a hűtővíz nem jut el megfelelően a szerszám felületéhez –, vagy ha nagyon nagy a behatolási sebesség, ami tartós súrlódási hőt hoz létre. A hűtővízellátás javítása és a vágási paraméterek felülvizsgálata az elsődleges válasz a termikus repedésekre.
- Kobalt kötőanyag kilúgozás: Savas talajvízben vagy kémiailag agresszív pórusfolyadékban a karbid mátrixban lévő kobaltkötőanyag szelektíven feloldható, így egy legyengült keményfém váz marad, amely nagyon érzékeny a törésre. Ez a meghibásodási mód a betét porózus, szürke felületi textúrájáról azonosítható, és ezt a talajvíz kémiai elemzése is megerősíti. A nikkel vagy nikkel-króm kötésű keményfém minőségek lényegesen jobb korrózióállóságot biztosítanak savas körülmények között, és ezeket akkor kell megadni, ha a kötőanyag kimosódása ismert vagy feltételezett kockázatot jelent.
Telepítési, ellenőrzési és csere gyakorlatok
A volfrám-karbid lapkák üzem közbeni teljesítményét jelentősen befolyásolja a beépítés minősége, az alagútépítés során végzett ellenőrzések gyakorisága és szigorúsága, valamint a csere kiváltásának kritériumai. A rossz gyakorlat ezeken a területeken csökkenti a lapka élettartamát és növeli a méterenkénti szerszámköltséget, függetlenül attól, hogy milyen jól van megadva a keményfém minőség.
Telepítési követelmények
A nyomógombos betéteket úgy kell beszerelni, hogy a betétszár és a szerszámtestben lévő előkészített ülék között megfelelő ütköző illeszkedés legyen. A túl kevés interferencia lehetővé teszi a lapka forgását vagy meglazulását a forgácsoló erők hatására, ami felgyorsítja a kopást, és végül lapkaveszteséghez vezet; a túl sok interferencia húzógyűrű-feszültséget hoz létre a keményfém szárban a beépítéskor, ami repedéseket okozhat, amelyek üzem közben törésig terjednek. A gyártók minden betétátmérőhöz és testanyag-kombinációhoz meghatározzák a szükséges interferencia illesztést – ezeket a specifikációkat pontosan be kell tartani, az ülés méreteit beszerelés előtt mérőméréssel kell ellenőrizni. A keményforrasztott lapkák megfelelő keményforrasztóötvözet-választást, folyasztószer alkalmazást és keményforrasztóhézag-vastagság-szabályozást igényelnek, hogy elérjék a forgácsolóerőknek ellenálló kötési szilárdságot anélkül, hogy a keményfém megrepedne a keményforrasztási felület mellett.
Üzem közbeni vizsgálati protokollok
A TBM vágófej-ellenőrzési időközei a talajviszonyoktól és a projekt követelményeitől függően változnak, de jellemzően minden 300–600 méter előrehaladással fordulnak elő közepesen kemény talajon és gyakrabban erősen koptató képződményekben. Minden ellenőrzés során minden lapkahelyzetet szemrevételezéssel meg kell vizsgálni a fent leírt kopási módok szempontjából, és a lapka kopási mélységét a reprezentatív pozíciókban mélységmérővel kell megmérni. Helyezzen be kopási térképeket – rögzíti a kopást a vágófej minden pozíciójában az egymást követő ellenőrzési időközönként – lehetővé teszi a rendellenesen magas kopási arányú pozíciók azonosítását, amelyek helyi képződési változásokra, hűtővíz-szállítási problémákra vagy a vágófej forgási kiegyensúlyozatlanságára utalhatnak, amely vizsgálatot igényel.
Csere kritériumai
A lapkákat azelőtt ki kell cserélni, hogy addig a pontig elkopnának, amikor az acél szerszámtest érintkezni kezd a sziklafelülettel – ezen a ponton a szerszámtest gyorsan elkopik, és a szerszámtest cseréjének költsége jóval meghaladja a lapkafutási idő maximalizálásából származó megtakarítást. A gombbetétek tipikus cserekritériumai az eredeti lapkaátmérő 60-70%-ának megfelelő maximális lapos kopási átmérőt adnak meg, amelyen túl a kopási sebesség nemlineárisan felgyorsul, és jelentősen megnő a durva törés kockázata. A tárcsás maróknál a gyűrűs kopást a gyűrű átmérőjének az eredeti specifikációhoz képesti csökkenésének mérésével figyelik, a csere általában a gyűrű kialakításától függően 5–10 mm átmérőjű kopási határnál vált ki.
Főbb tényezők a TBM keményfém betétek beszerzésénél
Az alagútfúró gépekhez használt volfrám-karbid lapkák beszerzése olyan műszaki, kereskedelmi és logisztikai megfontolásokkal jár, amelyek a földalatti építési környezetre jellemzőek. A rossz termék megadásának vagy a készlet kimerülésének a következményei elég súlyosak ahhoz, hogy a beszerzési döntés lényegesen következményesebb legyen, mint a legtöbb ipari fogyóeszköz vásárlása esetén.
- Kérjen anyagtanúsítványokat és osztályzati adatlapokat. Minden elismert keményfém lapka beszállítónak anyagvizsgálati tanúsítványt kell benyújtania, amely megerősíti a keménységet (HRA vagy HV30), a keresztirányú szakítószilárdságot, a sűrűséget és a kobalttartalmat minden egyes gyártási tételhez. Ellenőrizze, hogy a szállított minőség megfelel-e a specifikációnak, és hogy a tételenkénti konzisztencia megmarad-e – a gyártási tételek közötti minőségi eltérések ismert minőségi problémák egyes gyártóknál, amelyek a piac árucikkei végén tevékenykednek.
- Erősítse meg a mérettűréseket a szerszámtest specifikációihoz képest. A betétszár átmérőjének tűréseit a préselt illesztésű alkalmazásokhoz általában ±0,01–0,02 mm tartományban határozzák meg. Kérjen méretellenőrzési jelentést, amely megerősíti, hogy a szállított lapkák megfelelnek a megadott tűréshatárnak – a tűréshatáron kívüli lapkák nem észlelhetők vizuálisan, és beszerelési problémákat vagy idő előtti üzemzavart okoznak.
- Fenntartson megfelelő biztonsági készletet a projekt időtartamára. A koptatóköszörült TBM meghajtók gyorsan fogyasztják a lapkákat – a hetente több száz lapka felhasználási aránya nem szokatlan az erősen koptató gránit vagy kvarcit meghajtóknál. Készítsen fogyasztási előrejelzést a várható formáció abrazivitása, a tervezett behatolási arányok és a vágófej kialakítása, valamint a biztonsági készlet mérete alapján, hogy legalább négy-hat hetes előrejelzett fogyasztást fedezzen a projekt helyszínén. Az aktív TBM hajtás alatti ellátási lánc megszakítások közvetlen és azonnali hatással vannak a projekt ütemezésére.
- Vegye figyelembe a teljes birtoklási költséget az egységár helyett. A 20%-kal többe kerülő, de egy adott formációban 50%-kal hosszabb élettartamú keményfém lapka megközelítőleg 25%-kal csökkenti az előtolás méterenkénti szerszámköltségét, miközben csökkenti az ellenőrzési és cserebeavatkozások munkaköltségét is. A lapkabeszállítók összehasonlítható projektekből származó méterenkénti költségadatok alapján történő értékelése, nem pedig önmagában az egységár, következetesen jobb projekteredményeket eredményez, és ezt a megközelítést használják a tapasztalt TBM-vállalkozók világszerte.
- Vegyen igénybe beszállítói műszaki támogatást újszerű vagy kihívást jelentő formációkhoz. Ha a projekt geológiája a szabványos kemény kőzet vagy lágy talaj kategóriákon kívül eső képződményeket is magában foglal – erősen repedezett kőzet, kémiailag agresszív talajvíz, extrém koptatóképesség vagy vegyes felület nagy sziklákkal –, dolgozzon együtt a lapkaszállító műszaki csapatával a lapka specifikációjának kidolgozásában és érvényesítésében a meghajtás megkezdése előtt. A projekt előtti műszaki felülvizsgálat költsége elhanyagolható ahhoz képest, hogy éles hajtás közbeni idő előtti betéthibából eredő nem megfelelő specifikációt fedeznék fel.
Termékeink //
Kapcsolódó termékek