HU
Minden, amit a keményfém kőzetfúró szerszámokról tudnia kell
Ipari hírek-A volfrámkarbid kőzetfúró szerszámok képezik a bányászati, építőipari, kőfejtési és geotechnikai munkák modern fúrási műveleteinek gerincét. Függetlenül attól, hogy gránitot fúvás egy külszíni bányában, vagy az alapokat kemény mészkőben rögzíti, a fúró teljesítménye szinte teljes mértékben a vágófelület keményfém szerszámainak minőségétől és kialakításától függ. Ez az útmutató lebontja mindazt a gyakorlati tudnivalót, amit tudnia kell – kezdve ezeknek az eszközöknek a működésétől egészen a megfelelő kiválasztásáig, és annak hosszabb ideig tartó működéséig.
Mitől a volfrámkarbid a megfelelő anyag a kőzetfúráshoz
A volfrámkarbid (WC) egy összetett anyag, amelyet volfrámkarbid részecskék fémes kötőanyaggal - leggyakrabban kobalttal - történő szinterelésével állítanak elő. Az eredmény egy rendkívül kemény anyag, amelynek Vickers-keménysége 1400 és 1800 HV között van, így sokkal keményebb, mint az acél, miközben továbbra is elegendő szívósságot tart fenn ahhoz, hogy elnyelje a kőzetfúrás által megkövetelt ismétlődő ütési terheléseket.
A volfrámkarbidot tulajdonságainak kombinációja különbözteti meg más kemény anyagoktól. A tiszta kerámia keményebb, de túl törékeny az ütőfúráshoz. A szerszámacél szívósabb, de túl gyorsan kopik a koptató kővel szemben. A keményfém megtalálja azt az egyensúlyt, amelyet a gyakorlati fúrás megkíván: ellenáll a kopásnak, jól kezeli a nyomóterhelést, és precíziósan csiszolható a különböző kőzettípusokhoz és fúrási módszerekhez megfelelő geometriákra.
A kobalt kötőanyag-tartalom az egyik legfontosabb változó a keményfém készítményben. A magasabb kobaltszázalék (12-16%) növeli a szívósságot és az ütésállóságot, így alkalmas töredezett vagy heterogén kőzetekre. Az alacsonyabb kobalttartalom (6-8%) keményebb, kopásállóbb minőséget eredményez, amely alkalmas homogén, erősen koptató képződményekhez, mint a kvarcit vagy homokkő. A nem megfelelő minőség kiválasztása a formációhoz a szerszám idő előtti meghibásodásának gyakori oka.
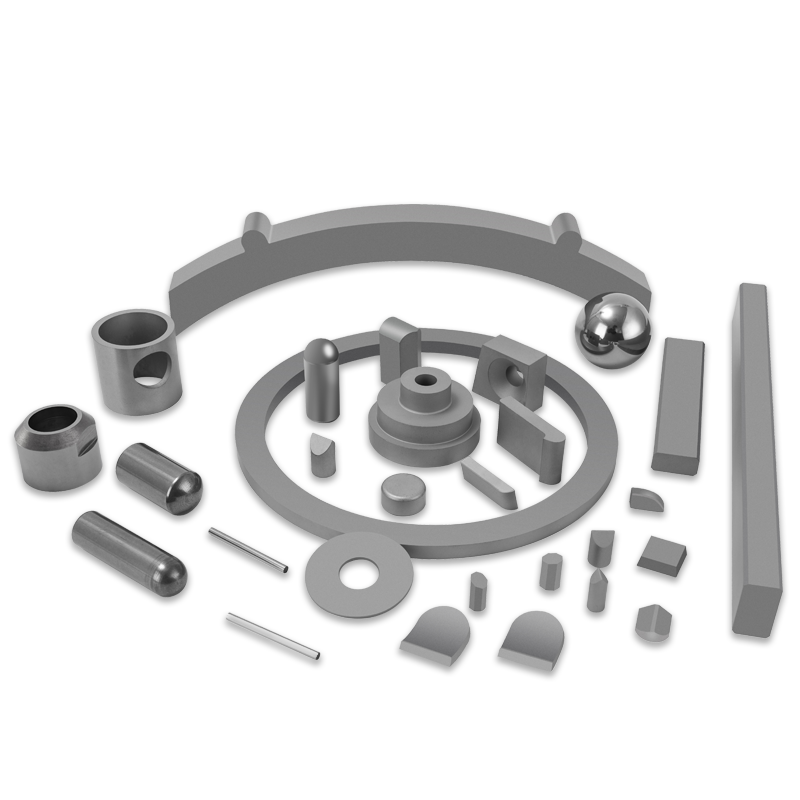
A keményfém kőzetfúró szerszámok fő típusai
A "volfrámkarbid kőzetfúró szerszámok" kifejezés a termékek széles családját takarja. Az adott alkalmazáshoz szükséges szerszámtípus megértése az első lépés a hatékony fúrás felé.
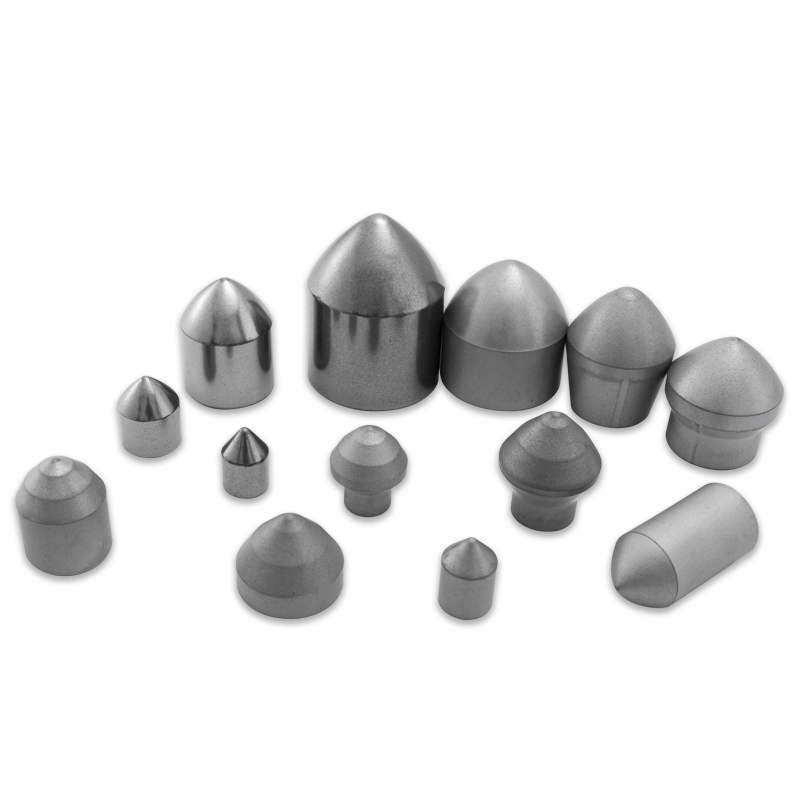
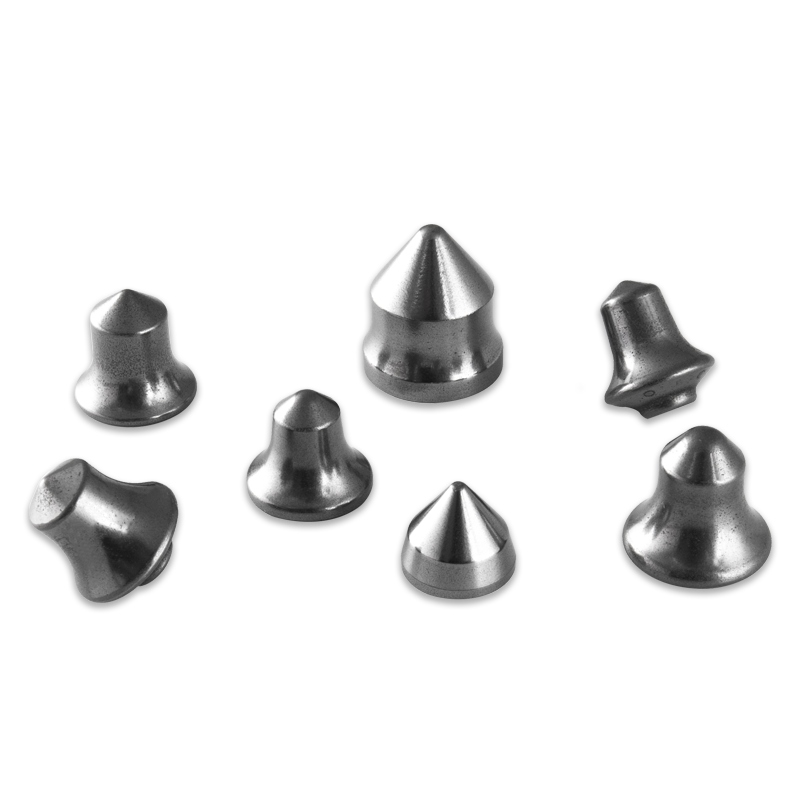
Gombbitek
A gombos bitek a legszélesebb körben használt keményfém fúrószerszámok a felszíni és földalatti bányászatban. A gömb alakú vagy ballisztikus alakú keményfém lapkák acél testbe préselve vannak olyan mintázatban, amely a teljes fúrófelületet lefedi. A forgó-ütős fúrórendszerekben használatos nyomógombos fúrószárakat lapos felületű, domború (kupola) és konkáv kivitelben is kaphatók, amelyek mindegyike különböző kőzetviszonyokhoz igazodik.
- Gömb alakú gombok: A legjobb kemény, koptató kőzetekhez; maximális kopásállóság.
- Ballisztikus (parabolikus) gombok: Jobb penetráció közepes keménységű kőzetben; ajánlott, ha a ROP prioritást élvez.
- Ovális gombok: kompromisszum ballisztikus és gömb alakú, vegyes keménységű formációkban gyakori.
Kereszt bitek és X-bitek
A keresztfúrók négy keményfém szárnyat tartalmaznak, amelyek keresztben vagy X mintában vannak elrendezve, acél testbe forrasztottak. Általában könnyű ütvefúrásnál alkalmazzák, mint például talpfúrásnál és driftfúrásnál lágyabb és közepes keménységű kőzetben. A keresztfúrók gyártása és utánköszörülése egyszerűbb, így gazdaságosak olyan alkalmazásokhoz, ahol a formázási feltételek viszonylag egyenletesek. Az erősen koptató képződményekben azonban gyorsabban kopnak, mint a gombok.
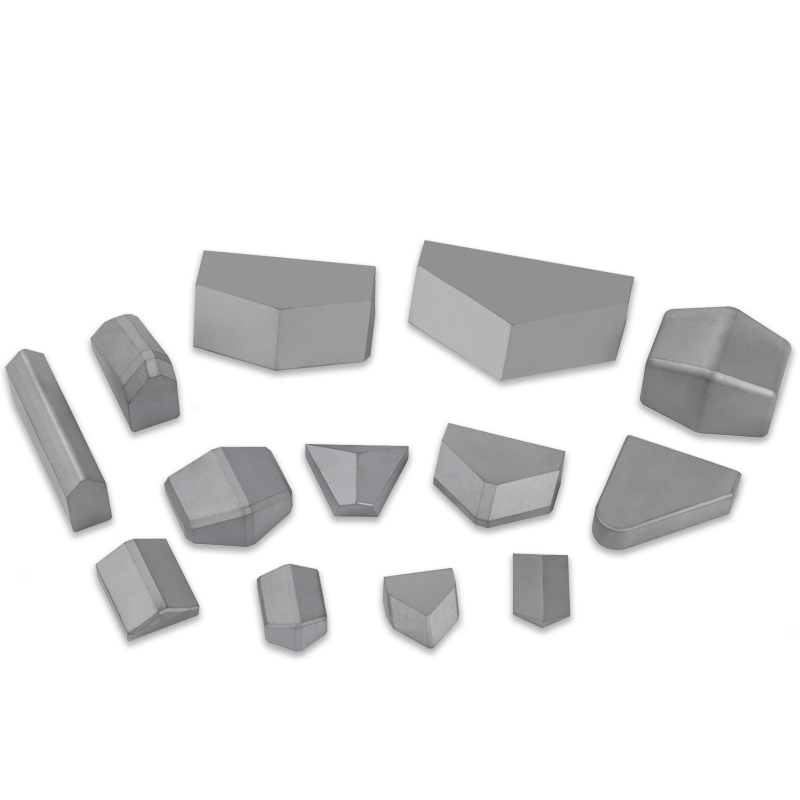
Véső bitek
A vésőfejek egyetlen keményfém betétet vagy keményforrasztott szalagot használnak lineáris vágási konfigurációban. Elsősorban kisebb átmérőjű kézi ütvefúrókhoz, építőipari horgonyfúráshoz és másodlagos törésekhez használják. Egyszerű geometriájuk miatt olcsók és könnyen újraélezhetők, bár puhább kőzetekre és kisebb lyukátmérőkre korlátozódnak.
Tricone hengerfejek keményfém betétekkel
A nagy robbantási lyukak és olaj- és gázipari alkalmazásokhoz való forgófúrás során a trikófúrók keményfém betéteket használnak, amelyeket a forgó kúpok acélfogaiba préselnek. Ahogy a kúpok végiggurulnak a sziklafalon, a betétek összezúzzák és feltörik a képződményt. A betétek geometriája a kemény kőzetek tompa félgömbformáitól a lágy formációkhoz használt hosszúkás vésőformákig terjed. Ezek magas költségű szerszámok, de kiváló behatolási arányt kínálnak nagy átmérőjű forgó alkalmazásokban.
DTH (Down-The-Hole) kalapácsfejek
A DTH bitek egy speciális típusú gombfúró, amelyet lyukkalapácsos rendszerekhez terveztek, ahol az ütőmechanizmus lefelé halad a fúrószálon, és közvetlenül a sziklafalba ütközik. Ez minimalizálja az energiaveszteséget, és a DTH-fúrást rendkívül hatékonysá teszi mély lyukak és kemény kőzetek esetén. A DTH bitek keményfém gombelrendezését és homlokgeometriáját kifejezetten a kalapácsműködés nagyfrekvenciás, nagy energiájú behatásaihoz tervezték.
Hogyan válasszuk ki a megfelelő keményfém kőzetfúró szerszámot
A megfelelő keményfém fúrószerszám kiválasztása magában foglalja a szerszám tulajdonságainak négy kulcsfontosságú változóhoz való illeszkedését: kőzettípus, fúrási módszer, furatátmérő és működési feltételek. Ennek az egyezésnek a helyes beállítása közvetlenül befolyásolja a behatolási arányt, a szerszám élettartamát és a fúrt méterenkénti költséget.
| Sziklatípus | Ajánlott szerszámtípus | Keményfém minőség |
| Lágy (mészkő, szén, agyagpala) | Vésőfúró vagy keresztfúró | Magas kobalt (kemény minőségű) |
| Közepes (gránit, bazalt) | Gombfej (ballisztikus betétek) | Közepes kobalt (kiegyensúlyozott minőség) |
| Kemény és koptató (kvarcit, cseresznye) | Gombbit (gömb alakú betétek) vagy DTH bit | Alacsony kobalt (kopásálló minőség) |
| Töredezett / változó képződés | Kereszt bit vagy robusztus gomb bit | Magas kobalt (ütésálló) |
| Mély furat forgó (nagy átmérőjű) | Tricone hengerfej keményfém betétekkel | A formáció keménységéhez igazítva |
A kőzet típusán kívül vegye figyelembe a használt fúrórendszert. A forgó-ütvefúrás (felső kalapács) a legjobb teljesítményt szabványos gombfejekkel 30–40 méteres mélységig végzi. A DTH rendszerek átveszik a helyüket a mélyebb lyukaknál, ahol a hosszú rúdszálakon keresztül történő energiaátvitel egyébként csökkentené a hatékonyságot. A tisztán forgórendszerekhez a formáció nyomószilárdságától függően betét- vagy húzóbitekre van szükség.

Főbb minőségi mutatók a keményfém fúrószerszámok értékelésekor
Nem mind volfrámkarbid kőzetfúró szerszámok egyenlőnek jönnek létre. A különböző gyártók termékeinek összehasonlításakor vagy új szerszámok beszerzésekor ezek a minőségi mutatók a legfontosabbak:
- Keményfém szemcseméret: A finomszemcsés keményfém (szubmikron) nagyobb keménységet és kopásállóságot biztosít. A durvább szemcsés szerkezetek javítják a szívósságot, de feláldozzák a kopásállóságot.
- Nyomási tűrés beírása: A gombos biteknél a betét és az acéltest közötti interferenciás illeszkedés kritikus fontosságú. A laza illeszkedés lapkavesztést okoz; a túl szoros illeszkedés a keményfém megrepedését okozza préselés közben.
- Acél test minősége: A fúró acéltestének elég szilárdnak kell lennie ahhoz, hogy ellenálljon a fáradtság miatti repedéseknek ismételt ütések hatására. A megmunkálás után edzett, gyengén ötvözött acélok élettartamuk során felülmúlják az enyhe acél testeket.
- Beszúrás geometria konzisztenciája: A betétek geometriájának és felületi kidolgozásának egységesnek kell lennie. A gombok magasságának vagy helyzetének egyenetlenségei egyenetlen terhelést okoznak a felületen, és felgyorsítják a szabadon lévő betétek kopását.
- Öblítőnyílás kialakítása: A megfelelő és jól elhelyezett öblítőcsatornák a fúrófelületen elengedhetetlenek a vágások eltávolításához és a keményfém hűtéséhez. Az eltömődött vagy alulméretezett öblítőnyílások csökkentik a behatolási sebességet és növelik a hő okozta keményfém lebomlását.
Hogyan lehet meghosszabbítani keményfém fúrószerszámai élettartamát
A volfrámkarbid kőzetfúró szerszámok a fúrási fogyóeszközök költségeinek jelentős részét teszik ki. A fegyelmezett szerszámkezelés és üzemeltetési gyakorlat drámaian meghosszabbíthatja az élettartamot és csökkentheti a méterenkénti költséget.
Gombbitek újracsiszolása ütemezetten
A gombos bit utánköszörülés az egyik legköltséghatékonyabb eljárás a keményfém szerszámkezelésben. Ahogy a gombok kopnak, lapos kopású lapok alakulnak ki a tetejükön, amelyek csökkentik a behatolási sebességet és növelik a fúrt méterenkénti energiabevitelt. Az újraköszörülés visszaállítja az eredeti gombprofilt, mielőtt a kopólapok túl nagyokká válnának. Az alapszabály az, hogy újra köszörüljük, ha a kopáslap átmérő eléri a gomb átmérőjének 30-40%-át. A túl hosszú várakozás azt jelenti, hogy több keményfémet kell eltávolítani egy újraköszörülési ciklusonként, ami lerövidíti az újraköszörülési ciklusok teljes számát, mielőtt a bitet visszavonják.
A betáplálási erő és az ütési energia összehangolása a formációval
A puha kőzetben túlzott előtolási erő vagy ütőnyomás a keményfém repedésének és a lapkavesztésnek gyakori oka. A keményfém úgy van kialakítva, hogy a kőzet összetörje az ütéseket – ha a behatolás túl gyors ahhoz, hogy a forgácsolást le lehessen öblíteni, a fúrószár kiegyenesedhet, és az egyes lapkákra koncentrálhatja a feszültséget. Párosítsa az előtolást, a forgási sebességet és az ütési energiát a formáció nyomószilárdságához. A legtöbb fúróberendezés-gyártó ajánlott működési paramétereket biztosít bizonyos kőzetosztályokhoz.
A megfelelő öblítés fenntartása
Az elégtelen öblítés a felelős a keményfém szerszámok idő előtti meghibásodásának jelentős részéért. A ki nem ürített forgácsok a furat aljába tömörülnek, és a kőzetforgácsok visszacsiszolódását okozzák a fúrófelületen, ami felgyorsítja a kopást. Légöblítéshez tartsa a fúrólyuk levegőjének minimális sebességét 15-20 m/s között. Víz- vagy haböblítéshez biztosítson elegendő áramlási sebességet a fúrandó furat átmérőjéhez. Rendszeresen ellenőrizze és tisztítsa meg a bitek öblítőnyílásait – még a részleges eltömődés is jelentősen csökkenti az öblítés hatékonyságát.
Megfelelő tárolás és kezelés
A volfrám-karbid kemény, de nem védett az ütközés okozta károsodásokkal szemben. Ha a biteket kemény felületekre ejtik, vagy lazán tárolják a tárolóedényekben, ahol egymásnak ütköznek, a keményfém lapkák még a használatba vétel előtt szétrepednek. A biteket függőlegesen tárolja erre a célra kialakított állványokban vagy elválasztókkal ellátott védett tartályokban. Inkább szerszámtáskában szállítsa a fúrófelületre és vissza, mintsem szerszámosládában.
Gyakori hibamódok és mit mondanak
Az elhasználódott vagy meghibásodott volfrám-karbid kőzetfúró szerszámok vizsgálata sokat elárul arról, hogy a szerszámválasztáson, a fúróbeállításon vagy a működési gyakorlaton kell-e változtatni. Íme a leggyakoribb meghibásodási minták és azok okai:
- Egyenletes viselet az összes gombon: Normál csiszolókopás – a szerszámot megfelelően használták. Folytassa az újraköszörüléssel.
- Repedt vagy törött gombok: Általában a képződmény túlzott ütési energiáját, rossz keményfém minőséget (túl törékeny) vagy üregbe vagy hibazónába történő fúrást jelzi. Fontolja meg a váltást egy keményebb keményfém minőségre.
- Gombvesztés (üres aljzatok): A nem megfelelő présillesztés, az acélhüvely kifáradási repedése vagy a betéteket oldalirányú erő hatására kihúzó kitörési események okozzák. Vizsgálja meg az acél testet, hogy nem repedt-e a foglalat.
- Egyenetlen kopás (a mérőgombok gyorsabban kopnak): Gyakori, ha a furat túlméretezett, ami lehetővé teszi a fúrószár elsodródását és aránytalanul terheli a mérőgombokat. Ellenőrizze a beállítást és a stabilizátor állapotát.
- Hőellenőrzés vagy felületi repedés a gombokon: A nem megfelelő öblítés miatti hőfáradást jelzi. A keményfém túlmelegszik, megreped a gyors hőmérséklet-ciklus miatt. Javítsa az öblítési áramlást, és ellenőrizze, hogy nincsenek-e eltömődött portok.
- Az acéltest eróziója vagy kimosása: Az öblítőközeg közvetlenül az acélba vág a keményfém lapkák körül. Recirkuláló csiszolószemcsék okozzák. Tekintse át az öblítőnyílás helyzetét és a dugványok evakuálását.
Ipari alkalmazások, ahol a keményfém kőzetfúró szerszámok kritikusak
A keményfém fúróhegyeket és -betéteket számos iparágban használják, amelyek mindegyike sajátos követelményekkel rendelkezik, amelyek befolyásolják a szerszámok kialakítását és az anyagválasztást.
- Felszíni bányászat és kőfejtés: A nagy átmérőjű gombfejeket és a DTH biteket robbantási lyukak fúrására használják nyitott aknás műveleteknél. A fúrók átmérője általában 89 mm és 311 mm között van, a szerszám élettartamát pedig méter/fúró egységben mérik, ami közvetlenül kapcsolódik a tonnánkénti robbantási költséghez.
- Földalatti kemény kőzet bányászat: Kisebb átmérőjű gombfúró- és keresztfúrószárakat használnak sodrásban, leállításban és termelési fúrásban. A föld alatti körülmények bonyolultabbá teszik – a korlátozott hozzáférés, a korlátozott szellőzés és a gyors bitcserék szükségessége növeli a hosszabb élettartamú keményfém szerszámok értékét.
- Polgári építés és alagútépítés: A keményfém fúrószárakat sziklacsavarok beszerelésére, előfelosztásra, valamint az alagút homlokzata előtti feltáró magfúrásra használják. A szerszámok megbízhatósága különösen fontos ezekben az alkalmazásokban, ahol a berendezések váratlan leállása befolyásolja a projekt ütemezését és a dolgozók biztonságát.
- Vízkút és geotermikus fúrás: A keményfém betétes DTH kalapácsfejeket széles körben használják kemény sziklaalakzatokon keresztül történő vízkútfúráshoz. Ezek az alkalmazások nagy bitenkénti teljesítményt és megbízható teljesítményt igényelnek a változó formációkban, gyakori bitcsere nélkül.
- Olaj- és gázkutatás: A keményfém betétekkel ellátott trikón fúrók kemény és koptató képződményeket fúrnak át olaj- és gázkutakban. Ezekben az alkalmazásokban a bitköltség csekély tényező a fúróberendezés napi költségéhez képest, így a keményfém lapka minősége és a bit tartóssága a legfontosabb.
Mire figyeljen keményfém kőzetfúró szerszámok beszerzésekor
A keményfém fúrószerszámok globális piaca a prémium európai és észak-amerikai gyártóktól az ázsiai beszállítók széles köréig terjed. Az árkülönbségek jelentősek, de a fúrt méterenkénti költség – nem a beszerzési ár – a helyes mérőszám a szerszámérték értékeléséhez.
A beszállítók értékelésekor kérjen hitelesített keményfém-minőségi előírásokat, beleértve a szemcseméretet, a kobalttartalmat, a keménységet (HRA vagy HV) és a keresztirányú szakítószilárdságot (TRS). Jó hírű gyártók biztosítják ezeket az értékeket, és konkrét minőséget ajánlhatnak az Ön formációjához. Kérjen terepi vizsgálati adatokat vagy referenciákat hasonló geológiai körülmények között végzett műveletekből. Egy bit, amely 20%-kal többe kerül, de fúrónként 50%-kal több métert fúr, egyértelmű értéket ad – de szükség van az adatokra az állítás ellenőrzéséhez, mielőtt elkötelezné magát a szállító felé.
Vegye figyelembe az értékesítés utáni támogatást is: az utánköszörülési szolgáltatások vagy berendezések rendelkezésre állása, a csereszerszámok szállítási átfutási ideje és a hibaüzemmódok hibaelhárítási műszaki támogatása. A távoli helyeken végzett műveletek különösen előnyösek a regionális raktárkészlettel és gyors logisztikával rendelkező beszállítók előnyeiből, mivel a fúrási leállások a szerszámokra várva sokkal többe kerülhetnek, mint a bitár megtakarítása.
Termékeink //
Kapcsolódó termékek