HU
Gyakorlati útmutató a keményfém sajtoló szerszámokhoz: minőségek, kialakítás és tartósításuk
Ipari hírek-Mi az a volfrámkarbid bélyegző szerszám, és miért számít?
A volfrám-karbid sajtolószerszám egy precíziós szerszámalkatrész, amelyet fémbélyegzési műveletekben használnak fémlemezek nagy ismételhetőségű és rendkívüli pontosságú vágására, alakítására, átszúrására vagy formázására. A hagyományos szerszámacél szerszámokkal ellentétben a volfrámkarbid matricák kompozit anyagból készülnek – elsősorban volfrámkarbid (WC) részecskékből, amelyeket fémes kötőanyaggal, leggyakrabban kobalttal (Co) szinterelnek. Az eredmény egy olyan anyag, amely a kivételes keménységet (jellemzően 85–93 HRA a Rockwell-skála szerint) elegendő szívóssággal ötvözi ahhoz, hogy ellenálljon a nagy sebességű sajtolás ismétlődő ütési terheléseinek, repedés vagy deformáció nélkül.
Nagy volumenű gyártási környezetekben – autóipari alkatrészek, elektronikai terminálok, orvosi eszközök alkatrészei, elektromos csatlakozók és precíziós rögzítőelemek – a volfrámkarbid bélyegzőszerszámok a standard választás olyan szerszámokhoz, amelyeknek milliónyi következetes találatot kell elérniük, mielőtt cserét igényelnének. A kezdeti szerszámköltség magasabb, mint a szerszámacélé, de a drámaian meghosszabbított élettartam és a lecsökkent állásidő miatt a keményfém szerszámok gazdaságilag kiváló választássá teszik a méreteket. Ez az útmutató mindent lefed a minőség kiválasztásától és a szerszámtervezési szempontoktól a karbantartási gyakorlatokig, valamint arra, hogy mire kell figyelni a keményfém sajtolószerszámok beszerzésekor.
Volfrámkarbid vs. szerszámacél matricák: A valódi különbség megértése
A volfrámkarbid és a szerszámacél közötti döntés a sajtolószerszám-konstrukciókban az egyik legkövetkezményesebb választás a présszerszámok terén. Minden anyagnak különálló teljesítményprofilja van, és a megfelelő választás a gyártási mennyiségtől, a bélyegzett anyagtól és az újraköszörülés vagy csere elfogadható állásidejétől függ.
| Tulajdonság | Volfrámkarbid szerszám | Szerszámacél szerszám (D2 / M2) |
| Keménység | 85–93 HRA | 58–65 HRC |
| Kopásállóság | Kiváló – 5-20-szor hosszabb élettartam | Mérsékelt mennyiségekhez jó |
| Keménység | Közepes – fokozatfüggő | Magasabb – megbocsátóbb |
| Nyomószilárdság | Akár 6000 MPa | 1500–2500 MPa |
| Előzetes szerszámköltség | Magasabb (3-5× szerszámacél) | Lejjebb |
| Alkatrészenkénti költség az élettartam során | Lejjebb at high volumes | Magasabb a gyakori csere miatt |
| A legjobb alkalmazás | Nagy mennyiségű, koptató vagy kemény anyagok | Prototípusok, kis volumenű, összetett geometria |
| Megmunkálhatóság | EDM-et és gyémántcsiszolást igényel | Hagyományos marás és köszörülés |
500 000 alkatrészt meghaladó gyártási sorozat esetén, volfrámkarbid sajtolószerszámok a magasabb belépési ár ellenére szinte mindig alacsonyabb összköltséget biztosítanak. E küszöbérték alatt a számítás nagymértékben függ a sajtolt anyagtól és a szerszámacél alternatívák elfogadható utánköszörülési gyakoriságától.
A sajtolószerszámokban használt volfrámkarbid minőségek: Hogyan válasszuk ki a megfelelőt
A volfrám-karbid nem egyetlen anyag – ez a kompozitok családja, amelyek változó arányú WC-szemcsemérettel és kobaltkötőanyag-tartalommal rendelkeznek. Ezek a változók közvetlenül szabályozzák a keménység és a szívósság közötti egyensúlyt, és a rossz minőség kiválasztása a bélyegzési alkalmazáshoz idő előtti meghibásodáshoz vezet, akár túlzott kopás, akár forgácsolás miatt.
A kobalttartalom és a teljesítményre gyakorolt hatása
A kobalt az a fémes kötőanyag, amely a volfrám-karbid szemcséket összetartja. Az alacsony kobalttartalom (3-6% Co) keményebb, kopásállóbb szerszámanyagot eredményez – ideális vékony, puha anyagok nagyon nagy sebességű sajtolásánál, ahol a kopás az elsődleges meghibásodási mód. A magasabb kobalttartalom (8–15% Co) némi keménységet jelent, és jelentősen megnöveli a szívósságot és a repedésállóságot, így jobb választás vastagabb alapanyagok, keményebb ötvözetek, például rozsdamentes acél vagy nagyszilárdságú acél bélyegzésére, vagy olyan alkalmazásokhoz, ahol az alkatrészek kilökése vagy adagolási hiba miatti ütésterheléssel jár. A legtöbb bélyegzőszerszám-alkalmazás a 6–10% Co tartományba esik, amely a kopásállóság és az ütésállóság praktikus pontja.
Szemcseméret és szerepe az élélességben
A WC szemcsemérete - a szubmikrontól (0,5 μm alatt) a durvaig (3 μm felett) - befolyásolja az elérhető élélességet és a bélyegzett rész felületi minőségét. A finom és ultrafinom szemcsés keményfémek élesebb forgácsolóéleket támogatnak szűkebb mérettűréssel, így az előnyben részesített választás a vékony fóliaanyagok precíziós kivágásához, finom szúrásához és mikrobélyegzéséhez az elektronikai és orvosi eszközök gyártásában. A durvább szemcsék szívósabbak, és jobban megfelelnek a nehéz kivágásokhoz, mélyhúzó lapkákhoz és olyan alkalmazásokhoz, ahol az élek élessége kevésbé kritikus, mint az ütésállóság.
Általános osztályzati ajánlások alkalmazásonként
- Vékony réz- vagy alumíniumszalag lyukasztása (elektronikai csatlakozók): Finom szemcsés, 6% Co – maximális kopásállóság a nemvas abrazív anyagokhoz magas SPM-érték mellett.
- Üres lágyacél 3 mm-ig: Közepes szemcsés, 8-10% Co – kiegyensúlyozott keménység és szívósság általános célú acélbélyegzésekhez.
- Rozsdamentes acél vagy nagy szilárdságú acél bélyegzése: Közepesen durva szemcsék, 10-12% Co – megnövelt szívósság a nagyobb forgácsolóerők és a keményebb anyagból származó lökésterhelések elviseléséhez.
- Mélyhúzó és alakító lapkák: Durva szemcsés, 12-15% Co – maximális szívósság, hogy ellenálljon az alakítási műveletek tartós nyomó- és húzófeszültségének.
- Mikrobélyegzés és precíziós fóliavágás: Szubmikron szemcsésség, 6% Co – a legjobb elérhető éldefiníció ±0,005 mm-nél kisebb tűréssel rendelkező alkatrészekhez.

A keményfém sajtolószerszám kulcsfontosságú alkatrészei
A komplett keményfém sajtolószerszám nem egyszerűen egyetlen keményfém darab – ez több alkatrész precíziós összeállítása, amelyek mindegyikét úgy tervezték, hogy együtt működjön. Az egyes részek funkcionális szerepének megértése segít a szerszámtervezési döntésekben és a gyártás során felmerülő problémák esetén a hibadiagnosztikában.
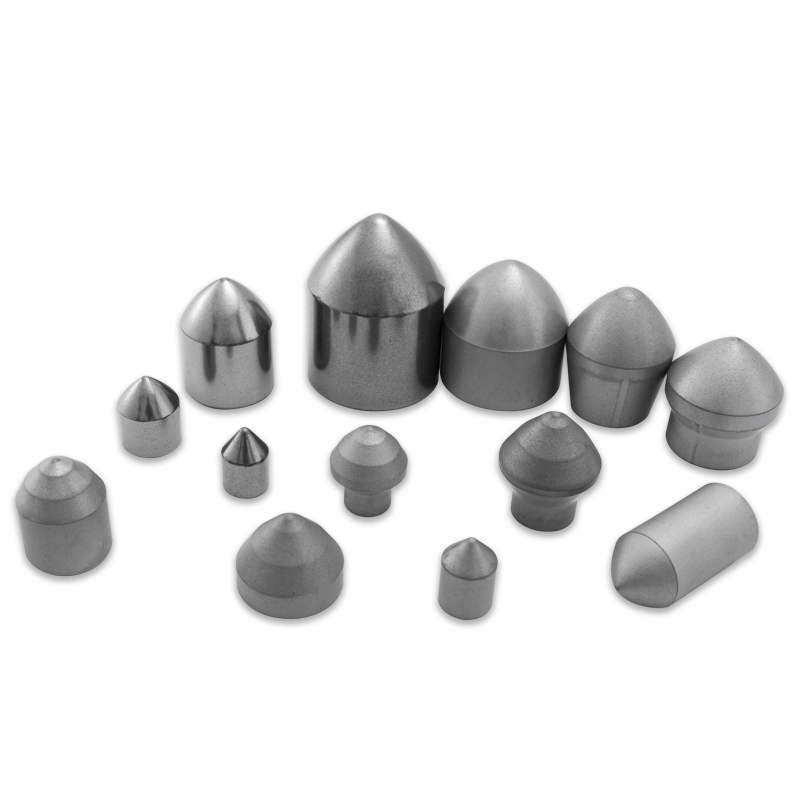
Keményfém lyukasztó (felső matrica)
A keményfém lyukasztó az aktív vágó vagy alakító elem, amely a préshengerrel együtt ereszkedik le. Meghatározza a bélyegzendő formát – kerek, négyzet, összetett profil vagy egyedi kontúr –, a vágóél geometriája pedig meghatározza a sorja magasságát és az él minőségét a kész alkatrészen. A lyukasztókat általában préseléssel vagy mechanikusan rögzítik egy acél lyukasztótartóba, és a keményfém hegy végzi el az összes munkát a vágófelületen. A lyukasztó hossza, a keresztmetszeti terület és az él domborítási szöge mind azt befolyásolja, hogy a lyukasztó mennyi ideig tartja meg geometriáját, mielőtt újracsiszolásra lenne szükség.
Keményfém matrica gomb (alsó szerszám)
A szerszámgomb az álló alsó vágóelem. A lyukasztó szabályozott hézaggal lép be a szerszámgomb nyílásába – tipikusan oldalanként az anyagvastagság 5–10%-a blankolási műveleteknél –, és ez a hézag az, ami tisztán nyírja az anyagot. A keményfém sajtológombok acél sajtolópapucsba vagy matricalemezbe préselhetők. A felület hossza (a párhuzamos vágási szakasz függőleges magassága a szerszám domborítási szögének kezdete előtt) hatással van a vágóerőre és a szerszám élettartamára is – a hosszabb talaj növeli a kopásállóságot, de a lehúzó erőt is.
A vágási hézag és annak hatása az alkatrészminőségre
A megfelelő lyukasztás és a szerszám közötti hézag az egyik legkritikusabb változó a keményfém sajtolószerszám teljesítményében. A túl kis hézag növeli a vágóerőt, túlzott hőt termel, és felgyorsítja az élkopást mind a lyukasztón, mind a szerszámon. A túl nagy hézag nagyobb borulási zónát, magasabb sorját és csökkentett méretpontosságot eredményez a nyírt élen. Puha anyagok, például réz vagy alumínium esetén a szűkebb hézagok (oldalonként 4–6%) tisztább vágást eredményeznek. Keményebb vagy vastagabb anyagok esetén a nagyobb hézagok (8-12% oldalanként) csökkentik a szerszám igénybevételét és meghosszabbítják a szerszám élettartamát.
Vezetőoszlopok és perselyek
A precíziós vezetőoszlopok és perselyek minden préslöket során biztosítják a pontos igazítást a felső és az alsó szerszámfelek között. Az eltolódás – akár néhány mikron is – egyenetlen terhelést okoz a keményfém vágóéleken, felgyorsítja az élek forgácsolását és csökkenti a szerszám élettartamát. A nagysebességű bélyegzési alkalmazásokban a golyós ketrecvezető rendszerek helyettesítik a sima perselyeket a csökkentett súrlódás és a pontosabb vezetés érdekében nagyobb sebességnél.
Gyártási módszerek: Hogyan készülnek a volfrám-karbid sajtolószerszámok
A keményfém sajtolószerszámok gyártási folyamata összetettebb és speciálisabb, mint a szerszámacél szerszámoké. A gyártási módszerek megértése segít a vevőknek felmérni a beszállítói képességeket és reális átfutási idővel kapcsolatos elvárásokat állítani.
Porkohászat és szinterezés
A volfrám-karbid sajtolószerszámokat porkohászattal állítják elő – WC-port kobalt kötőanyaggal összekeverve, a keveréket hálóhoz közeli formára préselik, és 1400–1500 °C körüli hőmérsékleten vákuumban vagy inert atmoszférában szinterelik. A szinterezés során a kobalt megolvad és a WC-szemcsék között folyik, így sűrű, homogén mátrix jön létre. A szinterezett nyersdarab a préselt formától előre láthatóan (jellemzően 18-20%-kal lineárisan) zsugorodik, és ezt a zsugorodási tényezőt az előszinterelési méreteknél figyelembe veszik. A nyersanyag minősége – porozitási szint, szemcse egyenletessége és kötőanyag-eloszlása – meghatározza az elérhető szerszámteljesítmény felső határát.
EDM (elektromos kisüléses megmunkálás)
Mivel a szinterezett volfrám-karbidot túl nehéz megmunkálni hagyományos forgácsolószerszámokkal, az összetett profilok megmunkálása EDM-mel (huzal EDM vagy süllyesztő EDM) történik. A huzal szikraforgácsolóanyag átvágja a keményfém nyersdarabot mozgó huzalelektróda és elektromos kisülési erózió segítségével, így nagyon precíz kontúrformákat hoz létre ±0,002–0,005 mm-es tűréssel a profilméreteken. A Sinker EDM formázott elektródákat használ a háromdimenziós üreg jellemzőinek erodálására. A keményfém szikraforgácsoló felületi rétegeit gondosan ellenőrizni kell, és gyakran szükség van az EDM utáni polírozásra, hogy eltávolítsák a hő által érintett újraöntött réteget, amely ciklikus terhelés esetén repedés keletkezési helye lehet.
Gyémántcsiszolás és lapozás
A keményfém sajtolószerszámok végső méretpontosságát és felületi minőségét gyémántkorongcsiszolással érik el – ez az egyetlen elég kemény csiszolóanyag a keményfém hatékony megmunkálásához. Felületi csiszolás, hengercsiszolás és profilcsiszolás gyanta- vagy fémkötésű gyémántkorongokkal a szerszám alkatrészeit a végső tűréshatárig hozzák. A kritikus vágóéleket és az illeszkedő felületeket ezt követően gyémántkeverékkel bevonják, hogy Ra 0,1 μm alatti felületi minőséget érjenek el, ami elengedhetetlen a ragasztókopás minimalizálásához és a tiszta, nyírt élek eléréséhez a bélyegzett részeken.
Karbantartás és utánköszörülés: A keményfém szerszám élettartamának meghosszabbítása
A keményfém sajtolószerszámok egyik gyakorlati előnye a szerszámacélhoz képest, hogy a kopott vágóélek többször is újracsiszolhatók, mielőtt a matrica élettartama végére érne – mindaddig, amíg az újracsiszolás helyesen és megfelelő időközönként történik. A rosszul karbantartott keményfém matrica azonban katasztrofálisan meghibásodhat, és tönkreteheti az aljzatot vagy az alsó részeket.
Mikor kell újraköszörülni: A kopásjelek felismerése
- A sorja magasságának növelése: A vágóélek eltompulásával a nyírási zóna kiszélesedik, és megnő a sorjamagasság a préselt részen. Határozzon meg egy sorjamagasság-küszöböt (pl. az anyagvastagság 10%-a), és indítsa el az újraköszörülést, ha az alkatrészek folyamatosan túllépik azt.
- Megnövelt csupaszító erő: A kopott vagy letört lyukasztóél nagyobb súrlódást okoz az anyaglehúzás során, ami megemelkedett présterhelési értékként vagy a rugó kifáradásaként jelenik meg.
- Látható éllekerekítés vagy feltöredezés nagyítás közben: A vágóélek rendszeres ellenőrzése nagyító vagy optikai komparátor alatt felfogja a forgácsolást, mielőtt az átterjedne nagyobb éltörésekre, amelyek rögzítéséhez agresszívebb anyageltávolítás szükséges.
- Méreteltérés a bélyegzett részeken: Ahogy a szerszámhézag hatékonyan növekszik az élkopás miatt, az alkatrészek méretei eltolódnak. Statisztikai alapon figyelje a kritikus méreteket, és használja a trendadatokat annak előrejelzésére, hogy mikor esedékes az újraköszörülés, mielőtt a hulladékarány megnövekszik.
Helyes újraköszörülési gyakorlat
A volfrám-karbid újraköszörüléséhez megfelelő kötéskeménységgel és szemcsemérettel rendelkező gyémánt kerekekre van szükség a köszörülendő keményfém minőséghez. Használjon hűtőfolyadék-elöntést a köszörülés során, hogy elkerülje a hőkárosodást – az újraköszörülés során fellépő lokális túlmelegedés húzó-maradék feszültséget és mikrorepedést hoz létre a felületen, ami drámaian csökkenti a szerszám későbbi élettartamát. Csak annyi anyagot távolítson el, amennyi a tiszta, éles él helyreállításához szükséges – jellemzően 0,05–0,15 mm újraköszörülési ciklusonként. Kövesse nyomon a lyukasztási hosszból eltávolított kumulatív anyagot, hogy megtudja, hány újracsiszolási ciklus van még hátra, mielőtt a lyukasztás túl rövid a biztonságos használathoz.
Mire kell figyelni, ha keményfém sajtolószerszám-szállítót vásárol
A keményfém sajtolószerszámok beszerzése több változót foglal magában, mint az árucikkek vásárlása. Néhány kulcsfontosságú értékelési kritérium választja el azokat a beszállítókat, akik következetesen hosszú élettartamú, nagy pontosságú szerszámokat szállítanak azoktól, akik inkonzisztens minőséget produkálnak, és meghiúsul a szolgáltatás.
- Házon belüli alapanyag beszerzés: Azok a beszállítók, akik zsugorított keményfém nyersdarabokat tanúsított nyersanyaggyártóktól vásárolnak – nem pedig ismeretlen azonnali piaci forrásokból – nyomon követhetik az anyagminőséget és a tétel minőségét. Kérjen keményfém anyag tanúsítványt, és ellenőrizze, hogy a kobalttartalom és a szemcseméret megfelel-e a megadott minőségnek.
- Huzal EDM és köszörülési képesség: Győződjön meg arról, hogy a szállító saját szikraforgácsoló- és gyémántcsiszoló berendezését üzemelteti, ahelyett, hogy ezeket a kritikus lépéseket kiszervezné. Az alvállalkozók közötti minden átadás-átvétel méretkockázatot jelent, és csökkenti az elszámoltathatóságot a végső szerszám pontosságáért.
- Ellenőrzési és mérési lehetőség: A minőségi keményfém szerszámbeszállítók CMM-vizsgálatot (koordináta mérőgép) használnak a kritikus méretek ellenőrzésére, optikai komparátorokat a profilellenőrzéshez, és felületi érdesség-mérőket a talajfelület minőségének ellenőrzésére. Kérdezze meg, hogy milyen ellenőrzési jegyzőkönyvek vannak mellékelve minden egyes szállítmányhoz.
- Alkalmazástechnikai támogatás: A legjobb keményfém szerszámbeszállítók nem csak az Ön rajza szerint gyártanak – az anyag vágása előtt megvizsgálják a lehetséges tervezési problémákat. A hézagjavaslatokkal, az adott anyaghoz és alkalmazáshoz szükséges fokozatválasztással, valamint az élgeometria optimalizálásával kapcsolatos tapasztalatok valóban értékesek, és elválasztják a speciális szerszámgyártókat az általános gépműhelyektől.
- Átfutási idő és újracsiszolási szolgáltatás: A gyártás szempontjából kritikus szerszámok esetében ellenőrizze a beszállító szabványos és gyorsított átfutási idejét mind az új matricák, mind az utánköszörülési szolgáltatások esetében. Az a beszállító, aki 24–48 órán belül meg tudja tenni az újraköszörülést, drámaian csökkenti a termelési leállások idejét a kéthetes sorban álláshoz képest.
Termékeink //
Kapcsolódó termékek