HU
Volfrámkarbid: Tulajdonságok, felhasználás, gyártás
Ipari hírek-A volfrámkarbid összetételének és tulajdonságainak megértése
A volfrám-karbid egy sűrű, metalloid vegyület, amely egyenlő arányú volfrám és szénatomok kémiai kötésével jön létre. Legegyszerűbb formájában finom szürke por formájában létezik, de leggyakrabban "cementált" állapotban használják. Ez az eljárás magában foglalja a por fémes kötőanyaggal – jellemzően kobalttal vagy nikkellel – történő szinterezését, hogy olyan anyagot hozzunk létre, amely rendkívüli keménységgel és hőstabilitású. A köznyelvben "ipari gyémántként" ismert vegyület nagyjából kétszer olyan merev, mint az acél, és lényegesen sűrűbb, mint a titán vagy a hagyományos öntöttvas.
Ennek az anyagnak a fizikai tulajdonságai nélkülözhetetlenné teszik a nagy súrlódású és hőhatású környezetben. Körülbelül 450-650 GPa Young-modulussal büszkélkedhet, ami lehetővé teszi, hogy ellenálljon az extrém nyomás alatti deformációnak. Ezen túlmenően a hőtágulási együtthatója kifejezetten alacsony, ami biztosítja a méretstabilitást, amikor a szerszámok elérik a magas üzemi hőmérsékletet. A tulajdonságok ezen kombinációja biztosítja, hogy az ebből az ötvözetből készült alkatrészek sokkal tovább megőrizzék szerkezeti integritásukat, mint a hagyományos gyorsacél társai.
Általános ipari alkalmazások és változatok
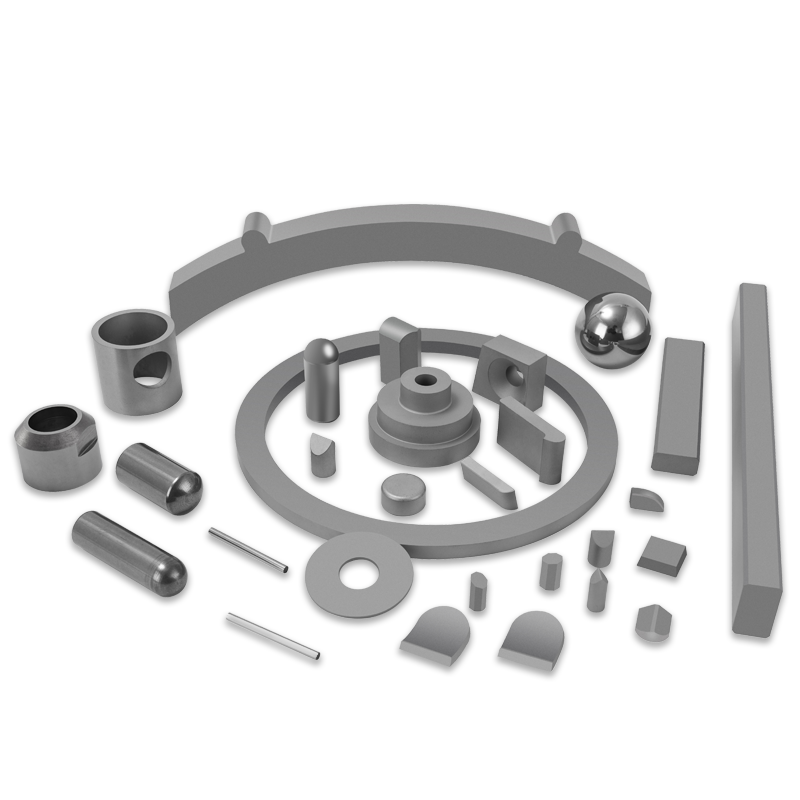
A sokoldalúsága volfrámkarbid variációk lehetővé teszik, hogy speciális mechanikai feladatokra szabják. A keményfém részecskék szemcseméretének és a fémes kötőanyag százalékos arányának beállításával a gyártók előnyben részesíthetik a szívósságot vagy a kopásállóságot. Például a magasabb kobalttartalom növeli az ütésállóságot, ami létfontosságú a bányászati fúrószárak számára, míg az alacsonyabb kötőanyagtartalom maximalizálja a keménységet a precíziós vágólapkák esetében.
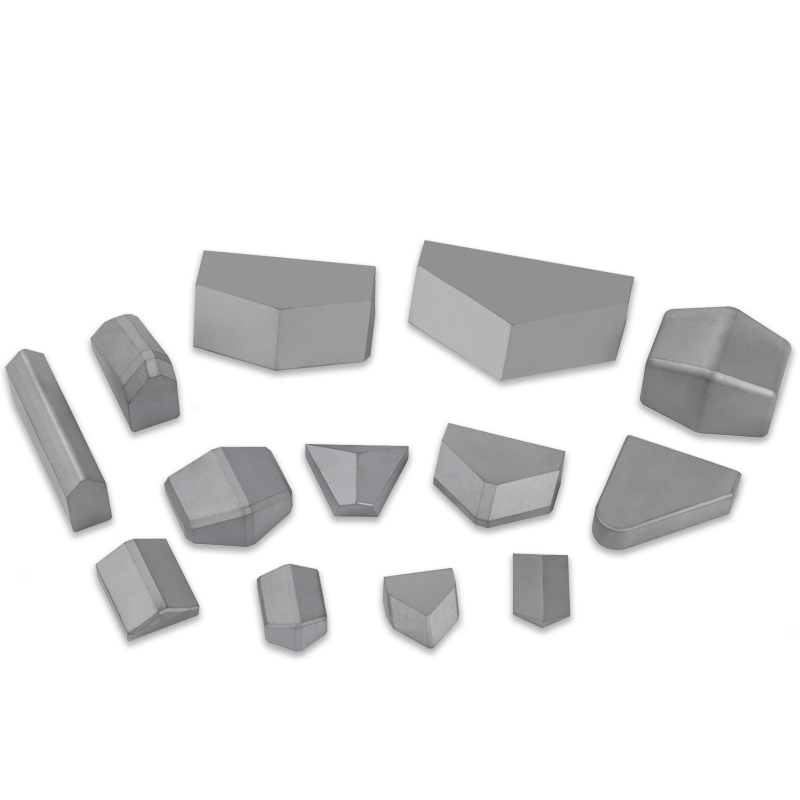
- Fémmegmunkálás és marás: Kiterjedten használják szármarók, esztergagépek és fúrószárak gyártásában szívós ötvözetek megmunkálásához.
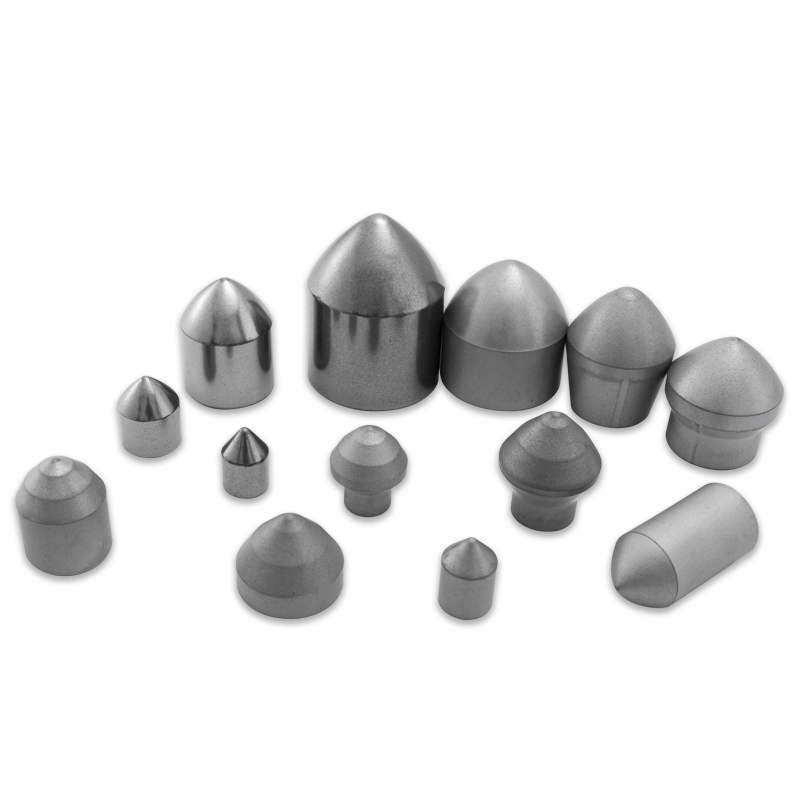
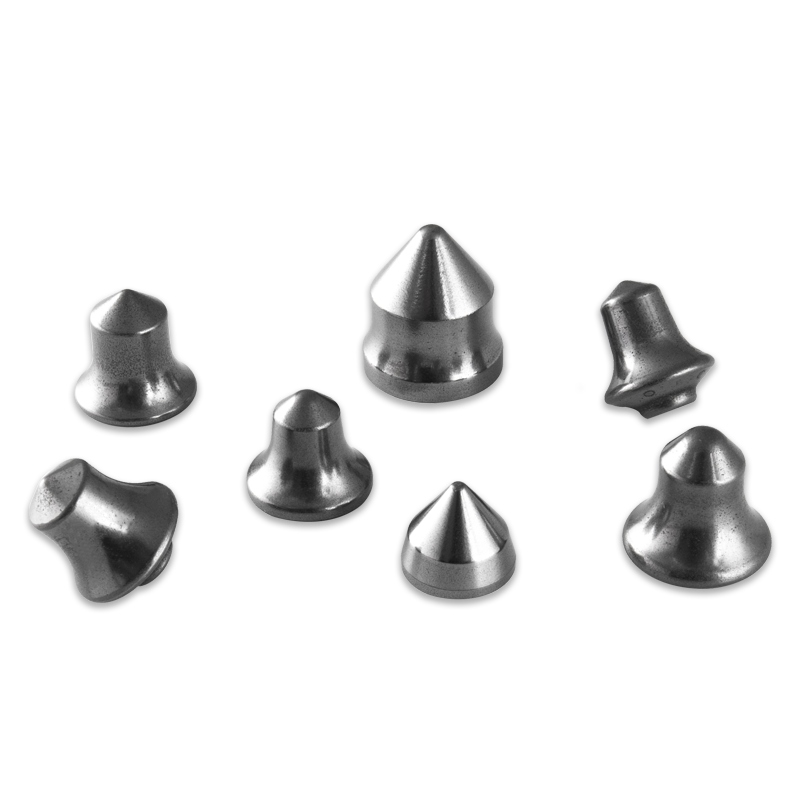
- Bányászat és kőzetfúrás: "Gombbitekben" és alagútpajzsokban alkalmazzák, mivel képes áttörni szilárd kőzeten és grániton.
- Kopó alkatrészek: Fúvókákban, szelepülékekben és csapágyakban használható, ahol koptató folyadékok vagy nagy nyomású környezetben vannak jelen.
- Ékszer: Esküvői zenekarok számára kedvelt, mert karcállósága tartós fényezést biztosít, amelyet nem rontanak el a napi tevékenységek.

A keménység és a teljesítmény összehasonlító elemzése
A cementált keményfém hasznosságának értékeléséhez hasznos összehasonlítani más általánosan elterjedt mérnöki anyagokkal. Míg az acél mindenütt megtalálható költséghatékonysága és könnyű gyártása miatt, gyorsan meghibásodik a nagy sebességű megmunkálásnál, ahol a hő hatására a vágóél meglágyul. A volfrám alapú ötvözetek áthidalják a szakadékot a közönséges fémek és a rendkívül kemény anyagok, például a köbös bór-nitrid (CBN) vagy a polikristályos gyémánt között.
| Anyag | Mohs keménységi skála | Sűrűség (g/cm³) |
| Edzett acél | 7,0 - 8,0 | 7.8 |
| Volfrámkarbid | 9,0 - 9,5 | 15.6 |
| Titán ötvözet | 6.0 | 4.5 |
| Gyémánt | 10.0 | 3.5 |
A gyártási folyamat: a portól a szerszámig
A keményfém szerszámok gyártása kifinomult porkohászati eljárás. A nyers wolfram és szén előállításával kezdődik, amelyeket szélsőséges hőmérsékleten hevítenek a karbid molekula kialakításához. Ezt követően golyós őrlést végeznek kötőanyaggal, amíg egyenletes állagot nem kapnak. A kapott keveréket porlasztva szárítják, hogy olyan granulátumokat kapjanak, amelyeket speciális "zöld" formákká lehet préselni, amelyek törékenyek és túlméretezettek, hogy figyelembe vegyék a zsugorodást a végső szakaszban.
Szinterezés és forró izosztatikus préselés
A végső átalakulás vákuumkemencében megy végbe a szinterezés során. A hőmérsékletet olyan pontra emelik, ahol a kötőanyag cseppfolyósodik, összevonva a karbid részecskéket, és megszüntetve a porozitást. Ez egy teljesen sűrű, hihetetlenül kemény komponenst eredményez. Sok nagy teljesítményű alkalmazásban a forró izosztatikus préselést (HIP) is használják, amely gáznyomást alkalmaz a fűtési ciklus során, hogy biztosítsa az anyag belső hibáitól mentességét, ezáltal maximalizálva a szakítószilárdságát.
A keményfém precíziós mérnöki használatának előnyei
A volfrám-szén keverékek hagyományos anyagokkal szembeni választása számos hosszú távú gazdasági előnnyel jár. Míg az anyag kezdeti költsége magasabb, a hosszabb szerszámélettartam csökkenti a cserék gyakoriságát és a gép állásidejét. Ez különösen kritikus az automatizált gyártási környezetekben, ahol a következetesség a legfontosabb.
- Kiváló felületkezelés: Mivel az anyag ellenáll a kopásnak, a vágóélek tovább élesek maradnak, ami simább felületet eredményez a megmunkált alkatrészeken.
- Korrózióállóság: A különböző minőségű karbidokat úgy alakították ki, hogy ellenálljanak a kémiai eróziónak, így alkalmasak olaj- és gázkitermelésre.
- Nagy nyomószilárdság: Óriási terhelésnek ellenáll anélkül, hogy összetörne, ezért használják üllőben a mélyföldi nyomást szimuláló laboratóriumi kísérletekhez.
Termékeink //
Kapcsolódó termékek