HU
Volfrámkarbid útmaró szerszámok: mik ezek, hogyan működnek, és hogyan lehet a legtöbbet kihozni belőlük
Ipari hírek-Mik azok a volfrámkarbid útmaró szerszámok és miért fontosak
A keményfém marószerszámok – más néven keményfém maró csákányok, útgyalu bitek, hidegmarók vagy járdamarók – a hidegmarógép forgó dobjára szerelt egyedi vágóelemek. Amikor egy útmaró gép áthalad egy aszfalt vagy beton burkolaton, ezek a kicsi, de rendkívül kemény keményfém hegyű szerszámok végzik el a járdaanyag törésének, vágásának és eltávolításának tényleges munkáját. Mindegyik szerszám egy precízen megtervezett alkatrész, amely egy acél testből, egy edzett acél tartóból vagy blokkegységből és egy keményfém hegyből áll, amely keményforrasztott vagy préselve van a vágóvéghez illesztve. A volfrámkarbid hegy a szerszám üzleti célja – közvetlenül érintkezik a járdával, és ki kell bírnia a marás során keletkező ütési, kopás-, nyomó- és hőterhelés együttes hatását, amely a dob forgási sebessége meghaladja a 100 fordulatot percenként.
A keménység és a kopásállóság rendkívüli kombinációja az oka annak, hogy a volfrám-karbidot az útmaró szerszámcsúcsokhoz választják. A Mohs-skálán megközelítőleg 9,5-ös keménységi besorolásával – a gyémánt után másodikként – és a nagysebességű acélt vagy más szerszámanyagokat jóval meghaladó nyomószilárdságával a volfrám-karbid sokkal tovább megőrzi forgácsolási geometriáját, mint az alternatív anyagok, ha a járdamarás szélsőséges abrazív körülményeinek van kitéve. Ez közvetlenül az alacsonyabb szerszámcsere-gyakoriságban, a gép leállási idejének csökkenésében, a jobb vágási minőség állandóságában a szerszám teljes élettartama alatt, és végső soron alacsonyabb összköltségben, a mart felület négyzetméterére vetítve. Az útfelújítási és burkolatkarbantartási műveleteknél, ahol a szerszámfogyasztás az egyik legjelentősebb változó működési költség, a keményfém marószerszámok minősége és specifikációja mérhető hatással van a projekt jövedelmezőségére.
A volfrámkarbid maró csákány anatómiája
A keményfém útmarószerszám szerkezetének megértése segít megmagyarázni, hogy a különböző konstrukciók miért teljesítenek eltérően különböző útburkolati körülmények között, és miért olyan fontos a szerszám specifikációinak az alkalmazáshoz való hozzáigazítása az optimális teljesítmény és szerszámélettartam eléréséhez.
A volfrámkarbid hegy
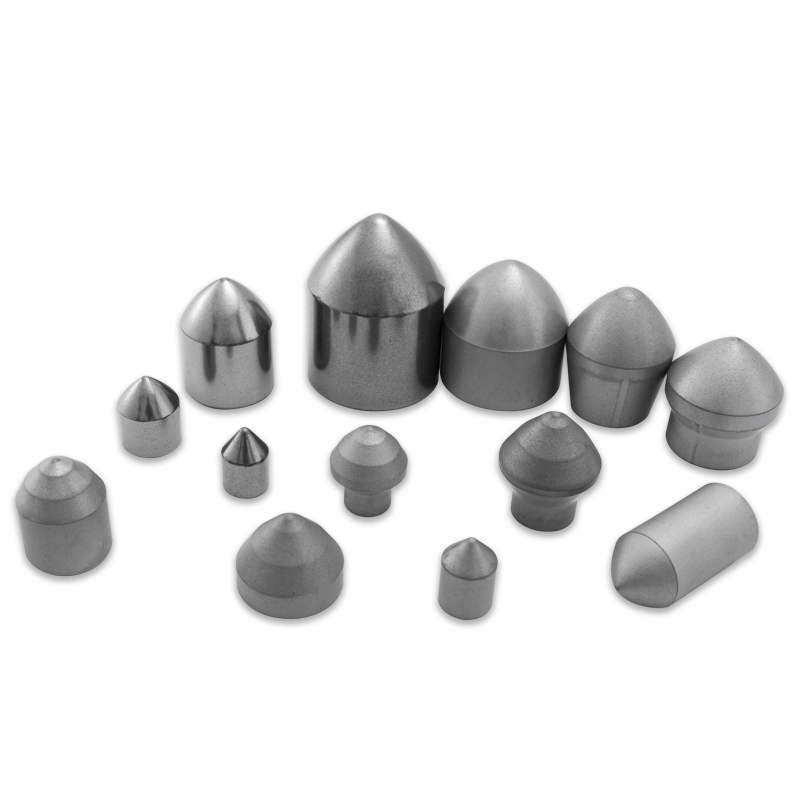
A keményfém hegy a műszakilag legkritikusabb alkatrésze az útmaró szerszámoknak. Cementált volfrám-karbidból gyártják – olyan összetett anyagból, amelyet a volfrám-karbid por fémes kötőanyaggal, leggyakrabban kobalttal, nagyon magas hőmérsékleten és nyomáson történő szinterelésével állítanak elő. A kész keményfém hegy tulajdonságait a volfrámkarbid por szemcsemérete, a kobalt kötőanyag tartalma és a szinterezés körülményei határozzák meg. Az alacsonyabb kobalttartalmú (6–8%) finomszemcsés keményfém minőségek maximális keménységet és kopásállóságot biztosítanak, így alkalmasak nagy kopásállóságú alkalmazásokhoz, például kemény adalékanyagok vagy betonburkolatok marására. A nagyobb kobalttartalmú (10–12%) durvább szemcsék némi keménységet feláldoznak a jobb szívósság és ütésállóság érdekében, így jobban megfelelnek az ütési terhelést jelentő marási alkalmazásokhoz, például erősen repedezett vagy szabálytalan burkolaton végzett munkákhoz, ahol a szerszám időszakosan erős ütéseknek van kitéve. A hegy geometriája – a kúpszöge, a csúcs sugara és az általános alakja – befolyásolja, hogy milyen hatékonyan hatol be a burkolatba, és hogyan oszlanak el a forgácsolóerők a szerszámtesten a marás során.
A szerszámtest és a szár
Az acél szerszámtest továbbítja a forgácsoló erőket a keményfém hegyről a szerszámtartóra és a dobegységre. Jellemzően közepes széntartalmú ötvözött acélból készül, amelyet hőkezeltek, hogy gondosan kiegyensúlyozott kombinációt biztosítson a felületi keménységnek – hogy ellenálljon a vágás során a test mellett átfolyó járdaanyag kopásállóságának – és a mag szívósságának, hogy elnyelje az ütési terhelést törés nélkül. A szár átmérője egy szabványos méret, amelynek meg kell egyeznie a szerszámtartó furatával, amelybe be van helyezve. A közúti marószerszámok leggyakoribb szárátmérője 22 mm, bár a 25 mm-es és 30 mm-es szárakat nagy teherbírású gépeken és speciális dobkonfigurációkban használják. Prémium kategóriás szerszámok esetében gyakran alkalmaznak kopásvédő kemény gyűrűt a keményfém hegy alja körül, hogy megvédjék az acéltestet a kopásnak kitett zónában közvetlenül a csúcs mögött, meghosszabbítva a karosszéria élettartamát és csökkentve a teljes szerszám cseréjének gyakoriságát, még akkor is, ha a keményfém hegy még használható.
A szerszámtartó és blokkrendszer
Az útmaró szerszámokat nem közvetlenül a dobhoz hegesztik. Szerszámtartókba vannak beillesztve – más néven blokktartóknak vagy alapblokkoknak –, amelyeket meghatározott mintázattal a dob felületére hegesztenek. A szerszámtartó két kritikus funkciót lát el: biztosítja a szerszám pontos szöghelyzetét a dob felületéhez képest, amely meghatározza a forgácsolási geometriát és az anyagáramlást, valamint lehetővé teszi a gyors szerszámcserét a terepen anélkül, hogy magának a dobnak hegesztése vagy megmunkálása szükséges. A szerszám-tartó interfész egy rugórögzítő rendszert használ – jellemzően egy rögzítőgyűrűt vagy rugós kapcsot a szerszám szára körül –, amely biztonságosan tartja a szerszámot működés közben, miközben lehetővé teszi, hogy egy lyukasztóval kiütögesse, és kopáskor másodpercek alatt visszahelyezhető. Maga a tartótest is egy kopó elem, amelyet szintén ellenőrizni kell és rendszeresen cserélni kell, mivel a tartó túlzott kopása a szerszám eltolódását okozza, ami felgyorsítja a keményfém hegyének sérülését és rontja a marás minőségét.
Hogyan helyezkednek el a keményfém marószerszámok a dobon, és miért számít ez?
A minta, amelyben volfrámkarbid útmaró szerszámok a dobra vannak szerelve – távolságuk, szöghelyzetük és sorkonfigurációjuk – ugyanolyan fontos, mint maguk a szerszámok a marási teljesítmény meghatározásában. A dob konfigurációját úgy alakították ki, hogy egyensúlyt teremtsen számos versengő követelmény között: vágási hatékonyság, felületi textúra minősége, anyagáramlás a dobházon keresztül, vibrációs jellemzők és a vágási terhelés eloszlása az egyes szerszámok között.
A szerszámok spirális sorokban vannak elrendezve a dob kerülete mentén, a csavarvonal szöge és a szerszámok közötti távolság minden sorban meghatározza a mart felületben maradt vágási mintát. A finomabb szerszámtávolság – a dobszélesség egységére több szerszám – simább mart felületi textúrát eredményez, kisebb bordákkal az egyes szerszámvágások között, ami akkor fontos, ha a mart felületet ideiglenes futófelületként használják az újrakövezés előtt, vagy ha a felület szabályossága kritikus a későbbi burkolóréteg tapadásához. A szélesebb szerszámtávolság durvább textúrát eredményez, amely szerszámonként agresszívabb anyagleválasztást eredményez, és csökkenti az egységnyi felületre vonatkozó teljesítményigényt, ami előnyös lehet mélymarási műveleteknél, ahol a termelékenységet előnyben részesítik a felületi minőséggel szemben.
Az egyes szerszámtartók szögiránya a dobon – mind a sugárirányú szög (a szerszám mennyivel dől előre a forgásirányban), mind az oldalsó szög (a szerszám tengelyének oldalirányú dőlése a dob tengelyéhez képest) – szabályozza, hogy a keményfém hegy hogyan érintkezik a burkolattal, hogyan oszlanak el a forgácsolóerők, és hogyan kerül a marott anyag a konvekciós rendszerbe. A dobkonfiguráció precizitása az egyik legfontosabb különbség a vezető gyártók nagy teljesítményű marógépei és a gyengébb minőségű alternatívák között, amelyek elfogadható anyagleválasztási sebességet érhetnek el, de gyengébb felületi textúrát, nagyobb szerszámkopást és nagyobb gépvibrációt eredményeznek.
A keményfém útmaró szerszámok típusai és speciális alkalmazásaik
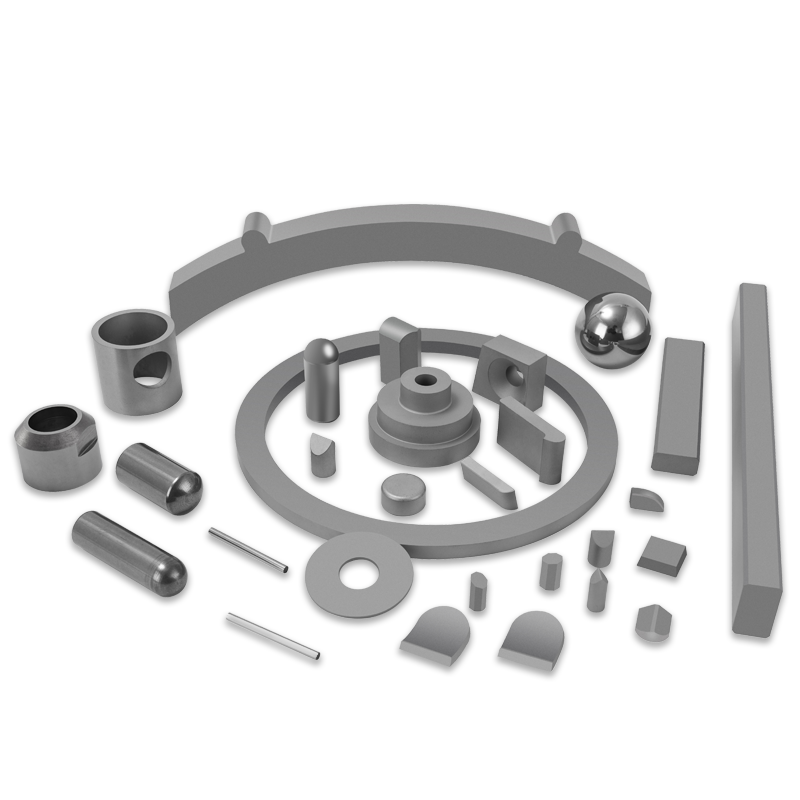
Az útmaró szerszámok piaca számos különböző szerszámtípust kínál, amelyek a különböző burkolatanyagokhoz, marási mélységekhez, gépméretekhez és teljesítményprioritásokhoz optimalizáltak. Az adott alkalmazáshoz megfelelő szerszámtípus kiválasztása az egyik leghatásosabb döntés a marószerszámok költségeinek és termelékenységének kezelésében.
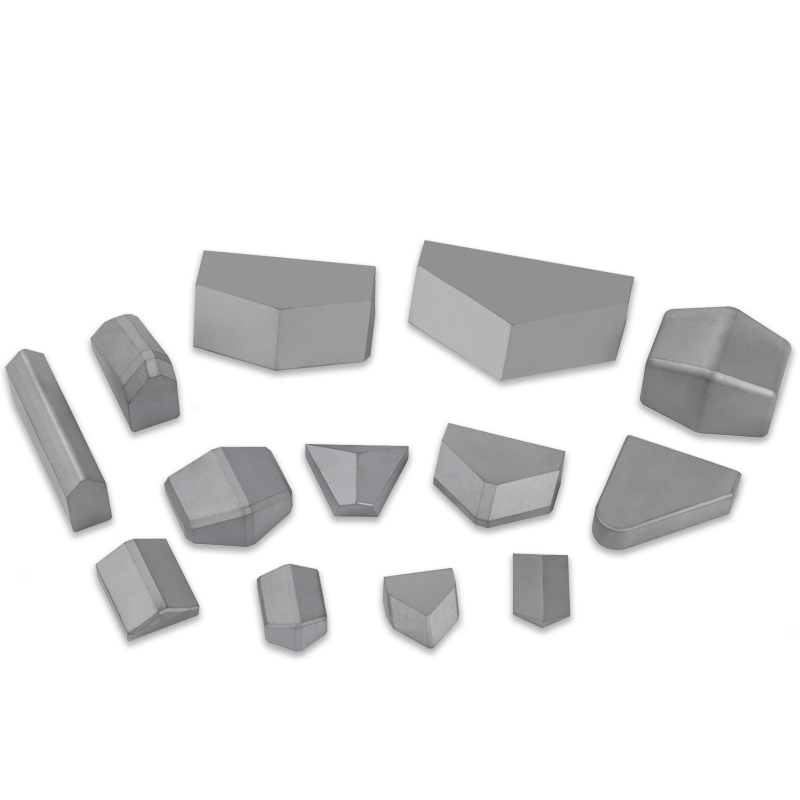
| Szerszám típusa | Keményfém hegy geometriája | Legjobb alkalmazás | Kulcselőny |
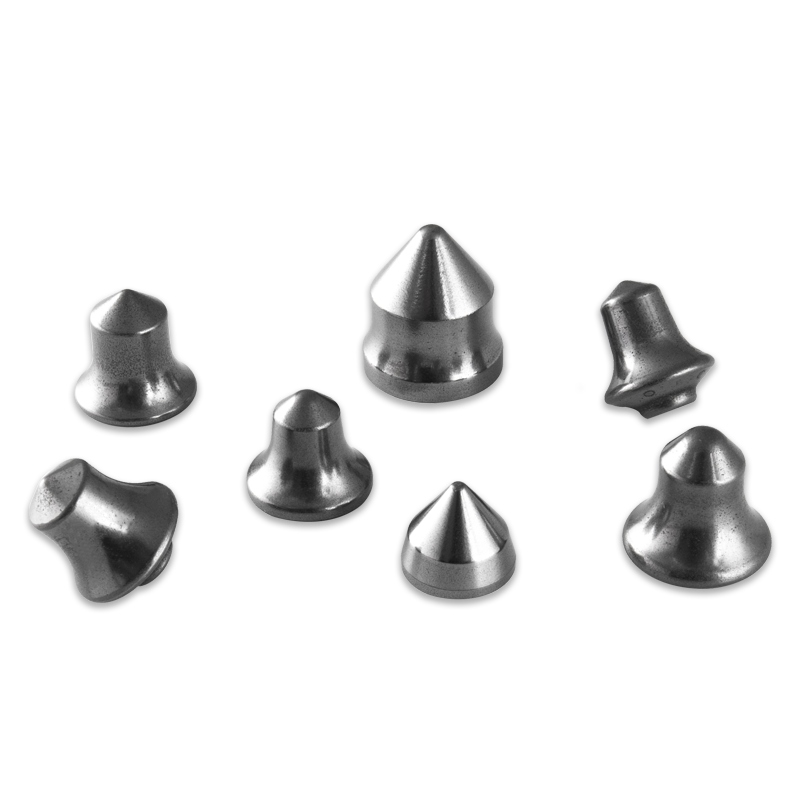
| Szabványos kúpos csákány | Hegyes kúp, közepes csúcssugár | Általános aszfaltmarás, felületréteg eltávolítás | Sokoldalú, költséghatékony, széles körben elérhető |
| Ballisztikus hegy kiválasztása | Lekerekített ballisztikus profil, nagyobb csúcssugár | Kemény adalékanyagú aszfalt, koptató burkolat anyagok | Kiváló kopásállóság erősen koptató körülmények között |
| Lapos vagy véső csákány | Lapos vagy enyhén ívelt arc | Finommarás, felületi profilozás, dörgő szalagvágás | Simább felületi textúrát, pontos mélységszabályozást biztosít |
| Beton maró csákány | Extra vastag hegy, megerősített test | Portlandcement beton burkolat eltávolítása | Nagy ütésállóság a beton rideg törési viselkedéséhez |
| Gazdaságos / standard fokozat | Szabványos geometria, alacsonyabb keményfém minőség | Alacsony kopásállóságú aszfalt, rövid projektidőtartam | Alacsonyabb előzetes költség, ahol nem a szerszám élettartama az elsődleges tényező |
| Prémium / meghosszabbított élettartamú fokozat | Optimalizált geometria, kiváló minőségű keményfém, megerősített test | Nagy teljesítményű marás, csiszoló vagy változó burkolat | Maximális szerszámélettartam, legalacsonyabb négyzetméterenkénti költség a teljes projekt során |
Tényezők, amelyek meghatározzák, hogy mennyi ideig bírják a keményfém maró biteket a szántóföldön
A szerszám élettartama az a mérőszám, amely a legközvetlenebbül határozza meg egy útmarási projekt üzemeltetési gazdaságosságát. A szerszámkészletenként marható burkolat négyzetméterének száma rendkívül változó – a legigényesebb körülmények között néhány ezer négyzetmétertől a kedvező körülmények között elért több tízezer négyzetméterig –, és az ezt a változást előidéző változók megértése segíti a kezelőket és a projektmenedzsereket abban, hogy jobb döntéseket hozzanak a szerszám kiválasztásával, a gépbeállításokkal és az üzemeltetési gyakorlattal kapcsolatban.

A burkolat anyagának keménysége és az adalékanyag típusa
A keményfém marószerszám élettartamát leginkább befolyásoló tényező a vágandó burkolat anyagának keménysége és koptatóképessége. A kemény magmás adalékokat, például kvarcitot, gránitot vagy bazaltot tartalmazó aszfaltburkolatok lényegesen koptatóbbak, mint a lágyabb mészkő vagy homokkő adalékanyagokat használók, és a szerszámkopási arány kétszer-négyszer nagyobb is lehet azonos marási körülmények között. A vasbeton a legigényesebb anyag – a kemény adalékanyag, a cementpaszta és az acélerősítés kombinációja extrém kopást és ütési terhelést eredményez, amely az aszfaltban elérhető élettartam kis töredékére korlátozza a szerszám élettartamát. A marás alatt álló burkolat összesített geológiájának megértése a munka megkezdése előtt fontos input a reális szerszámfogyasztási előrejelzéshez.
A marási mélység és a gép működési paraméterei
A mélyebb marás növeli a szerszámonkénti terhelést, a forgácsolási felületen keletkező hőt, valamint az egységnyi idő alatt feldolgozandó anyagmennyiséget, mindez gyorsítja a kopást. Ha a marógépet a marási mélységnek és a burkolat keménységének megfelelőnél nagyobb haladási sebességgel üzemelteti, az megnöveli az egyes szerszámok forgácsterhelését, és a karbidcsúcs törését okozhatja, nem pedig a fokozatos csiszolókopást – ez sokkal pusztítóbb meghibásodási mód. A dob forgási sebessége is számít: ha az anyaghoz szükségesnél gyorsabban járatja a dobot, az növeli az ütközési gyakoriságot a termelékenység javítása nélkül, és megemeli a hegy hőmérsékletét, ami csökkenti a keményfém keménységét és felgyorsítja a kopást. Az előremeneti sebesség, a marási mélység és a dob forgási sebessége kombinációjának optimalizálása az adott útburkolati anyaghoz az egyik leghatékonyabb eszköz a szerszám élettartamának meghosszabbítására a gyártási sebességek veszélyeztetése nélkül.
Vízpermetező rendszer teljesítménye
Az útmarógépek vízpermetező rendszerrel vannak felszerelve, amely működés közben a vizet a dobra és a szerszámokra irányítja. Ez a rendszer két kritikus funkciót lát el: a keményfém hegyek hűtését a hő okozta keménységveszteség és a termikus repedés elkerülése érdekében, valamint az őrlési folyamat során keletkező porfelhő elnyomását. Egy megfelelően működő vízpermetező rendszer megfelelő áramlási sebességgel és megfelelő fúvókapozícióval, amely minden szerszámsort megcéloz, 20-40%-kal meghosszabbíthatja a keményfém szerszám élettartamát ahhoz képest, hogy víz nélkül vagy rosszul karbantartott permetezőrendszerrel működne. Az eltömődött vagy rosszul beállított permetezőfúvókák gyakori és könnyen figyelmen kívül hagyható okai a szerszám idő előtti kopásának, és a permetezőrendszer ellenőrzése minden műszak elején a gép beállításának szokásos részét kell, hogy képezze.
A szerszám forgásának és kopásának figyelése
A keményfém marócsákányokat úgy tervezték, hogy működés közben szabadon forogjanak a tartóikban, egyenletesen elosztva a kopást a keményfém hegy kerülete mentén. Az a szerszám, amely nem tud forogni – mert a tartófurata elhasználódott, törmelékkel szennyezett, vagy a szerszám szára korrodált – aszimmetrikusan kopik, lapos folt alakul ki a hegy egyik oldalán, ami drámaian csökkenti a vágás hatékonyságát és élettartamát. A szerszám forgásának rendszeres ellenőrzése működés közben, a szerszámszárak kenése a csere során, valamint a kopott tartók cseréje, mielőtt azok a szerszám forgásának korlátozását okoznák, elengedhetetlen gyakorlatok a prémium keményfém szerszámminőségek beruházásának maximalizálásához.
Hogyan ellenőrizzük, cseréljük ki és kezeljük a keményfém marószerszámokat munka közben
A hatékony terepen végzett szerszámkezelés szisztematikus megközelítést igényel az ellenőrzés, a csereütemezés és a nyilvántartás terén, amely túlmutat az eszközök egyszerű kicserélésén, ha azok láthatóan meghibásodnak. A proaktív szerszámkezelési program csökkenti a nem tervezett állásidőt, javítja a felület minőségének konzisztenciáját, és csökkenti a szerszámok projektenkénti összköltségét azáltal, hogy korán felismeri a kopási mintákat, és megszünteti a kiváltó okokat, mielőtt azok súlyosbodnának.
- Állítson be rendszeres ellenőrzési intervallumot: Ellenőrizze a teljes dobot meghatározott időközönként – jellemzően 2-4 óránként a marási művelet során, a körülményektől függően – ahelyett, hogy megvárná a látható problémák megjelenését. A korai stádiumú szerszámkopás sokkal könnyebben és olcsóbban kezelhető, mint a katasztrofális szerszámhiba, amely károsítja a tartókat és a dob alkatrészeket. Zseblámpával és tükörrel vizsgálja meg a dob alsó részét, miközben az álló helyzetben van, és a gép biztonságosan le van zárva.
- Cserélje le az eszközöket csoportokban, ne egyénileg: Ha egy sorban vagy egy szakaszon több szerszám jelentős kopást mutat, cserélje ki a teljes csoportot, ne csak a leginkább elhasznált egyes szerszámokat. A vegyes kopású szerszámkészletek egyenetlen terheléseloszlást hoznak létre a dobban, túlterhelve az erősen kopottak melletti újabb szerszámokat, és felgyorsítják kopásukat. A szerszámok szisztematikus csoportokban történő cseréje konzisztens kopási profilt tart fenn a dobban.
- Minden szerszámcsere alkalmával ellenőrizze a tartókat: Mérje meg a tartófurat átmérőjét egy mérőeszközzel, vagy ellenőrizze, hogy nincs-e látható ovális kopás, repedés vagy hőelszíneződés, amikor egy szerszámot eltávolítanak. A túlméretezett tartófurat – jellemzően több mint 0,5 mm-rel a névleges furatátmérő felett – nem tartja megfelelően az új szerszám szárát, ami megakadályozza a szerszám elfordulását és a csereszerszám idő előtti kopását okozza. Azonnal cserélje ki az elhasználódott tartókat, ne használja fel őket újra.
- Szerszámfogyasztás rögzítése a dob pozíciója szerint: Annak nyomon követése, hogy a dob mely pozíciói fogyasztják el a leggyorsabban a szerszámokat, olyan szisztematikus kopási mintákat tár fel, amelyek konkrét működési problémákra utalnak – bizonyos sorok nem megfelelő vízpermetezése, a tartó eltolódása a dobszakaszban, vagy a vágás bizonyos területein különösen agresszív útburkolati körülmények. Ezek az adatok felbecsülhetetlen értékűek az alapvető kopási problémák diagnosztizálásához és kijavításához, ahelyett, hogy egyszerűen reaktívan cserélnék ki a szerszámokat.
- Használja a megfelelő szerszámkihúzó- és beszerelési eszközöket: Rögtönzött vagy helytelen lyukasztó és beszerelő szerszámok használata a marócsákányok eltávolítására és rögzítésére károsítja a szerszámszárakat, a tartófuratokat és a rögzítőrugós kapcsokat, így illeszkedési problémákat okoz, amelyek mind a szerszám rögzítésének biztonságát, mind a forgási teljesítményt befolyásolják. Mindig használja a gyártó által megadott elszívó- és beszerelési szerszámokat, és képezze ki a helyszíni személyzetet a megfelelő eljárásra, mielőtt engedélyezné a dob karbantartását.
- A tartalék szerszámokat és tartókat megfelelően tárolja: A volfrám-karbid törékeny, és széttörhet vagy megrepedhet, ha a szerszámokat lazán egy fém tárolóedénybe dobják, ahol szállítás közben összeütköznek. A tartalék szerszámokat osztott tálcákban vagy csőszerű tartókban tárolja, amelyek megakadályozzák az egyes keményfém hegyek érintkezését. Tartsa szárazon a tárolót, hogy elkerülje a szár korrózióját, amely rontja a forgást és megnehezíti a szerszámok későbbi eltávolítását.
OEM vs. utángyártott keményfém marószerszámok: Hogyan értékeljük ki a valós költségkülönbséget
Az egyik leggyakoribb beszerzési döntés, amellyel az útmaró vállalkozók szembesülnek, az, hogy eredeti gyártó (OEM) volfrám-karbid marószerszámait vagy külső beszállítók utángyártott alternatívákat használnak-e. Az OEM és az utángyártott keményfém útmarók közötti árkülönbség jelentős lehet – az utángyártott szerszámok egységenként gyakran 30–60%-kal olcsóbbak, mint az OEM megfelelői –, de a releváns összehasonlítás nem az egységár, hanem a mart burkolat négyzetméterenkénti költsége, amely a szerszám élettartamától, a meghibásodási aránytól és a tartó sérüléséből vagy a felületminőségi problémákból eredő esetleges későbbi költségektől függ.
Az olyan gyártók prémium OEM keményfém marószerszámait, mint a Wirtgen, a Kennametal, az Element Six és a Betek, kifejezetten a szállított gépek dobkonfigurációihoz és működési feltételeihez tervezték és tesztelték. Pontosan meghatározott keményfém minőségeket, optimalizált csúcsgeometriákat és a szerszámtest ellenőrzött hőkezelését alkalmazzák, amelyek hitelesítéssel meghatározott körülmények között meghatározott szerszámélettartamot biztosítanak. A prémium OEM-szerszámok keményfém minőségének és hegyének geometriájának tűréseit szigorúbb előírásoknak tartják, mint sok alacsonyabb költségű utángyártott alternatíva, és ez a következetesség a kiszámíthatóbb szerszámélettartamban és az alacsonyabb meghibásodási arányban tükröződik.
A jó hírű utángyártott keményfém marószerszám-beszállítók, akik a kohászati minőségellenőrzésbe fektetnek be, egyenértékű keményfém minőséget használnak, és a céltartó rendszerekkel kompatibilis mérettűrések szerint gyártanak, valódi értéket kínálhatnak. A kockázat a gyengébb minőségű utángyártott szerszámokban rejlik, amelyek gyengébb minőségű keményfémeket használnak durvább szemcseszerkezettel és inkonzisztens kobalttartalommal, a hegy rosszul szabályozott keményforrasztásában, ami idő előtti csúcsvesztéshez vezet, vagy olyan mérettűrésekben rejlik, amelyek rossz illeszkedést eredményeznek a tartóban, és korlátozott a szerszám forgása. Az utángyártott szerszámok kiértékeléséhez olyan ellenőrzött terepi kísérleteket kell végezni, amelyek összehasonlítják a teljes négyzetméterenkénti költséget – figyelembe véve a szerszámfogyasztás mértékét, a tartókopást és az esetleges minőségi problémákat – ahelyett, hogy egyszerűen a szerszámonkénti vételárat hasonlítanák össze. A 40%-kal olcsóbb, de kétszer olyan gyorsan kopó szerszám nem jelent költségmegtakarítást, és többletköltséget jelenthet a megnövekedett tartókopás és a dob állásidő miatt.
A keményfém szerszám specifikációjának megfeleltetése az általános útmarási alkalmazásokhoz
A különböző útmarási alkalmazások alapvetően eltérő követelményeket támasztanak a keményfém marószerszámokkal szemben, és az általános célú szerszám használata minden alkalmazásban ritkán a legköltséghatékonyabb megközelítés. A szerszám specifikációjának az alkalmazás típusához igazítása egyszerű módja annak, hogy javítsa a szerszám gazdaságosságát a beszerzési mennyiség megváltoztatása vagy a kedvezőbb árak megkötése nélkül.
- Felületréteg eltávolítása (0-40 mm mélység) városi utakon: Ez a legnagyobb volumenű alkalmazás útmaró vállalkozók számára, és a szabványos aszfalt viszonylag sekély vágását jelenti közepes gépsebességgel. A közepes minőségű keményfém szabványos kúpos karbid csákánya a megfelelő választás. A prioritás az állandó szerszámélettartam és felületi minőség, nem pedig az extrém kopásállóság, és a szabványos minőségek általában a legjobb négyzetméter költséget biztosítják ilyen előre látható körülmények között.
- Mélymarás és teljes mélységű rekultiváció (40-300 mm): A mélymarási műveletek a szerszámokat lényegesen nagyobb terhelésnek és hőmérsékletnek teszik ki, mint a felületmarás, és a mélységben keletkező nagyobb mart anyagdarabok nagyobb ütési terhelést okoznak az egyes szerszámokon. A prémium minőségű keményfém csákányok megerősített testtel és magasabb kobalttartalommal a jobb ütőszilárdság érdekében itt a jobb választás, még akkor is, ha az egységköltség magasabb, mert az erős ütési terhelés melletti megnövelt szívósság megakadályozza a csúcstöréseket, amelyek miatt a standard szerszámok gazdaságtalanok lesznek a mélymarási alkalmazásokban.
- Autópálya és repülőtér marás kemény aggregátummal: A nagy forgalmú autópálya burkolatokon gyakran használnak kvarcit vagy gránit adalékanyagot, amely extrém kopást okoz a keményfém szerszámcsúcsokon. A finomszemcsés, alacsony kobalttartalmú keményfém golyósfejű keményfém csákányok, amelyeket kifejezetten a kopásállóság maximális kopásállóságára terveztek, ezekben az alkalmazásokban folyamatosan felülmúlják a szabványos csákányokat, és a magasabb egységköltség ellenére szerszámonként lényegesen több négyzetmétert biztosítanak.
- Beton burkolat marás és szivacsozás: A portlandcement betonmarás a keményfém útmaró szerszámok legigényesebb alkalmazása. A beton adalékanyag extrém keménysége, valamint a beton törékeny törési viselkedése, amely nagy szabálytalan anyagdarabokat hoz létre, és nagy ütési terhelést okoz a szerszámokon, speciális betonmaró csákányokat igényel extra vastag keményfém hegyekkel, megerősített acéltestekkel és keményfém minőségekkel, amelyeket a tiszta keménység feletti szívósságra optimalizáltak. Az aszfaltmarók betonban való használata hamis gazdaságosság – a meghibásodási arány és a szerszámfogyasztás messze meghaladja az általános célú és a betonspecifikus szerszámok költségkülönbségét.
Termékeink //
Kapcsolódó termékek