HU
Volfrámkarbid: teljes útmutató, hogy mi ez, hogyan készül és hol használják
Ipari hírek-Mi is valójában a volfrámkarbid, és miért olyan figyelemre méltó?
A volfrámkarbid – amelyet gyakran WC-nek rövidítenek, vagy ipari környezetben egyszerűen karbidnak nevezik – egy kémiai vegyület, amelyet a volfrám és a szénatomok egyenlő arányú kombinálásával állítanak elő. Tiszta összetett formájában finom szürke porként jelenik meg, de az anyag, amellyel a mérnökök és a gyártók a gyakorlatban dolgoznak, a cementált volfrámkarbid: egy kompozit, amelyet fémes kötőanyaggal, leggyakrabban kobalttal, rendkívül magas hőmérsékleten és nyomáson történő szintereléssel állítanak elő. Ez a szinterezési eljárás a kemény karbid részecskéket egy sűrű, szilárd anyaggá olvasztja össze, amely olyan tulajdonságokat ötvöz, amelyeket egyetlen elem sem képes önmagában biztosítani – rendkívüli keménység, kivételes kopásállóság, nagy nyomószilárdság, jó hővezető képesség és az acélnak körülbelül kétszerese a sűrűség.
A volfrámkarbid tulajdonságai mögött meghúzódó számok valóban lenyűgözőek. Keménysége a Vickers-skála szerint jellemzően 1400 és 1800 HV közé esik a minőségtől és a kobalttartalomtól függően – többszörösen keményebb, mint az edzett szerszámacél, és megközelíti a gyémánt keménységét, amely körülbelül 10 000 HV. Nyomószilárdsága meghaladhatja a 6000 MPa-t, így a mérnökök számára elérhető egyik legerősebb nyomóanyag. Körülbelül 2870°C-os olvadáspontja azt jelenti, hogy megőrzi mechanikai tulajdonságait olyan hőmérsékleten, ahol a legtöbb egyéb műszaki anyag már rég meglágyult vagy tönkrement. Ezek a jellemzők együttesen megmagyarázzák, hogy a cementezett volfrám-karbid miért vált nélkülözhetetlenné számos igényes ipari alkalmazásban, a fémvágástól és a bányászattól az orvosi eszközökig és az elektronikáig.
A volfrámkarbid gyártási módja: nyers érctől a kész minőségig
Cementezett gyártás volfrámkarbid egy többlépcsős folyamat, amely a volfrámérc bányászatával kezdődik és egy pontosan megtervezett kompozit anyaggal végződik, amelynek tulajdonságait szigorú tűréshatárokig szabályozzák. A gyártási lánc megértése tisztázza, hogy a volfrámkarbid minőségek miért változnak teljesítményjellemzőikben, és miért van ilyen közvetlen hatással a nyersanyagok minősége és a feldolgozási körülmények a kész anyag tulajdonságaira.
Volfrámérc kitermelése és feldolgozása
A volfrám elsődleges kereskedelmi forrásai a scheelit (kalcium-volframát, CaWO4) és a wolframit (vas-mangán-volframát) ásványok. Kína uralja a világ volfrámtermelését, a világ kibocsátásának körülbelül 80%-át adja, jelentős lelőhelyek pedig Oroszországban, Vietnamban, Kanadában és Bolíviában is. A bányászott ércet először flotációval és gravitációs elválasztással sűrítik a volfrámtartalom növelése érdekében, majd kémiailag feldolgozzák ammónium-paratungstate (APT) előállítására, amely a volfrám ellátási lánc leggyakoribb köztes formája. Ezt követően az APT-t hidrogénatmoszférában, magas hőmérsékleten redukálják volfrámfémpor előállítására, amelyet azután szénnel reagáltatva magas hőmérsékletű kemencében karburizálnak, és így volfrám-karbidport állítanak elő. Ennek a WC-pornak a részecskemérete – amely szubmikrontól több tíz mikronig terjedhet – olyan kritikus paraméter, amely közvetlenül meghatározza a kész cementált karbid szemcseméretét és keménységét.
Keverés, marás és kötőanyag hozzáadása
A volfrám-karbid port kobaltporral – a legelterjedtebb kötőanyaggal – a célminőségtől függően jellemzően 3–25 tömegszázalékos koncentrációban összekeverik, valamint minden más adalékanyagot, például szemcsenövekedést gátló anyagokat (általában vanádium-karbidot vagy króm-karbidot kisebb százalékban hozzáadva) és préselési kenőanyagokkal. Ezt a keveréket azután nedves őrléssel golyósmalomban hosszabb ideig – jellemzően 24–72 óráig – megőrzik, hogy bensőséges keveredést érjenek el, lebontsák az agglomerátumokat, és elérjék a cél szemcseméret-eloszlást. Az őrölt zagyot porlasztva szárítják, így szabadon folyó granulált port állítanak elő, amelynek szemcsemérete és sűrűsége préselésre alkalmas. A keverés egyenletessége ebben a szakaszban kritikus fontosságú: a kötőanyag-eloszlás bármely változása a porban helyi tulajdonságváltozásokat idéz elő a szinterezett részben, ami veszélyezteti mind a mechanikai teljesítményt, mind a megbízhatóságot.
Préselés és formázás
A porlasztva szárított port a kívánt hálóközeli formára tömörítik a több préselési mód valamelyikével. Az egytengelyű préselést olyan egyszerű formákhoz használják, mint a vágóbetétek, rudak és kopóalkatrészek nagy volumenű gyártás során. Az izosztatikus préselést – ahol a nyomást minden irányból egyenletesen alkalmazzák egy folyékony közegen keresztül – összetettebb formákhoz alkalmazzák, és egyenletesebb zöldsűrűséget eredményez, ami konzisztensebb szinterezési tulajdonságokat eredményez. Az extrudálást hosszú rudak és csövek előállítására használják. A hidegsajtolással egy "zöld" tömörítés jön létre, amely elegendő szilárdságú a kezeléshez, de még szinterezni kell, hogy végleges tulajdonságait kifejlessze. Egyes összetett alakzatokat a keményfém-kötőanyag-polimer keverék fröccsöntésével (fémfröccsöntés vagy MIM-eljárás) állítják elő a kötés eltávolítása és szinterezése előtt.
Szinterezés
Szinterezés is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
Köszörülés és kikészítés
A szinterezett volfrám-karbid túl kemény ahhoz, hogy hagyományos forgácsolószerszámokkal megmunkálható legyen – gyémánt csiszolókorongokkal kell csiszolni a vágószerszámokhoz, kopóalkatrészekhez és precíziós alkatrészekhez szükséges szűk mérettűrések és felületkezelési minőség eléréséhez. A cementált keményfém gyémántcsiszolása szakképzett és tőkeigényes művelet, és a csiszolási folyamat paraméterei – korongspecifikáció, csiszolófolyadék, előtolási sebességek és csiszolási gyakoriság – jelentősen befolyásolják mind a méretpontosságot, mind a kész alkatrész felszín alatti állapotát. A nem megfelelő köszörülés visszamaradó húzófeszültséget vagy mikrorepedést okozhat, ami csökkenti a vágóélek szívósságát és kifáradási élettartamát. Forgácsolószerszám-alkalmazások esetén a köszörült éleket gyakran él-előkészítéssel tovább dolgozzák fel – egy ellenőrzött hónolási vagy kefélési műveletet, amely meghatározott élsugarat eredményez, amely javítja a szerszám élettartamát azáltal, hogy csökkenti a forgácsolást a forgácsolóélen az ütés hatására és a megmunkálási műveletek hőciklusa során.
A keményfém minőségek és a számok jelentése
A kereskedelemben kapható cementált volfrám-karbid nem egyetlen anyag, hanem minőségek egy családja, amelynek tulajdonságait szisztematikusan változtatják a kobalttartalom, a keményfém szemcseméret beállításával és egyéb keményfém fázisok, például titán-karbid (TiC), tantál-karbid (TaC) és nióbium-karbid (NbC) hozzáadásával. Az osztályzati rendszer megértése segít a mérnököknek és a beszerzési szakembereknek kiválasztani a legmegfelelőbb osztályt az adott alkalmazáshoz, ahelyett, hogy alapértelmezés szerint egy általános célú, esetleg szuboptimális választást választanának.
| Évfolyam Jellemző | Alacsony kobalt (3-6% Co) | Közepes kobalt (8-12% Co) | Magas kobalt (15-25% Co) |
| Keménység | Nagyon magas (1700-1800 HV) | Magas (1400-1600 HV) | Közepes (1000–1300 HV) |
| Kopásállóság | Kiváló | Jó | Mérsékelt |
| Szívósság / ütésállóság | Lejjebb | Jó | Magas |
| Keresztirányú szakítószilárdság | Mérsékelt | Magas | Nagyon magas |
| Sűrűség (g/cm³) | ~15,0–15,3 | ~14,3–14,9 | ~13,0–14,0 |
| Tipikus alkalmazások | Precíziós kopóalkatrészek, huzalhúzó szerszámok, tömítőgyűrűk | Fémvágó lapkák, szármarók, fúrók | Bányászati csákányok, útmaró szerszámok, kőzetfúrók |
A szemcseméret ugyanolyan fontos változó, amely kölcsönhatásba lép a kobalttartalommal, hogy meghatározza a minőségi tulajdonságok egyensúlyát. A finomszemcsés minőségek (1 mikron alatti WC szemcseméret, szubmikron vagy ultrafinom besorolású) adott kobalttartalom mellett lényegesen nagyobb keménységet és kopásállóságot érnek el a durvább szemcsefajtákhoz képest, míg a közepes szemcsék (1-3 mikron) kiegyensúlyozott keménység-szívósság kombinációt kínálnak, a durva szemcseminőségek (keménység feletti) pedig 3 mikrontól max. A cementált keményfém forgácsolási minőségek ISO jelölési rendszere – P, M, K, N, S, H – a minőségeket a munkadarab anyagtípusa szerint kategorizálja, amelyre tervezték, így praktikus kiindulópontot ad a forgácsolószerszám-minőség kiválasztásához a mögöttes kohászat részletes ismerete nélkül is.
A volfrámkarbid főbb ipari alkalmazásai
A cementezett volfrám-karbidot rendkívül sokféle iparágban és alkalmazásban használják. A közös szál mindegyikben az, hogy olyan anyagra van szükség, amely ötvözi a keménységet, a kopásállóságot és a kellő szívósságot ahhoz, hogy túlélje az igényes működési környezeteket, ahol a hagyományos anyagok idő előtt meghibásodnak. Az alábbi ágazatok képviselik a legjelentősebb alkalmazásokat mennyiségi és műszaki szempontból.
Fémvágás és megmunkálás
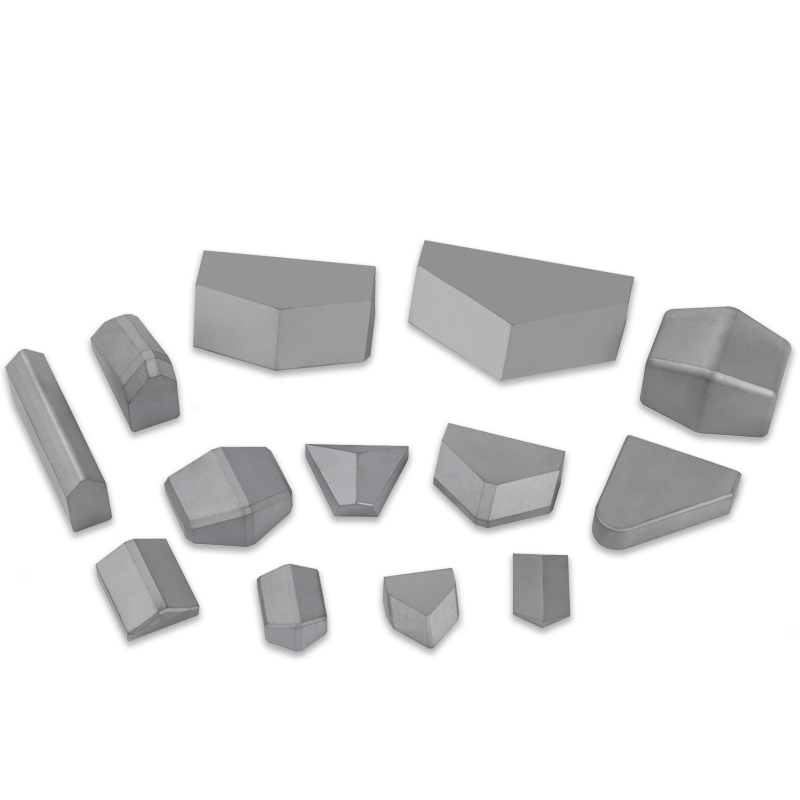
A fémvágás – precíziós alkatrészek gyártása a fém munkadarabok anyagának vágószerszámok segítségével történő eltávolításával – a cementált volfrám-karbid legnagyobb egyedi alkalmazása érték szerint. A keményfém váltólapkák, tömör keményfém szármarók, keményfém fúrók és keményfém fúrórudak nagymértékben kiszorították a nagy sebességű acél vágószerszámokat a modern CNC megmunkáló központokban, mivel három-tízszer nagyobb forgácsolási sebességgel képesek működni, mint a HSS, miközben éles vágóéleiket sokkal hosszabb ideig megőrzik. Ez közvetlenül a gép magasabb termelékenységében, alacsonyabb alkatrészenkénti költségben, valamint a megmunkált alkatrészek jobb felületi minőségében és méretkonzisztenciájában nyilvánul meg. Az esztergálási, marási és fúrási műveletekhez használt lapkák jellemzően egy vagy több réteg kemény kerámia bevonattal vannak bevonva – titán-nitrid (TiN), titán-karbonitrid (TiCN), alumínium-oxid (Al2O3) és alumínium-titán-nitrid (PV) vagy gőz-kémiai deponálás (AlTiN) a legelterjedtebb. (CVD) folyamatok. Ezek a bevonatok egy további kopásálló réteget adnak hozzá, amely tovább növeli a szerszám élettartamát, és még nagyobb forgácsolási sebességet tesz lehetővé, különösen száraz vagy majdnem száraz megmunkálásnál, ahol a vágófolyadék felhasználása környezetvédelmi és költség okok miatt minimális.
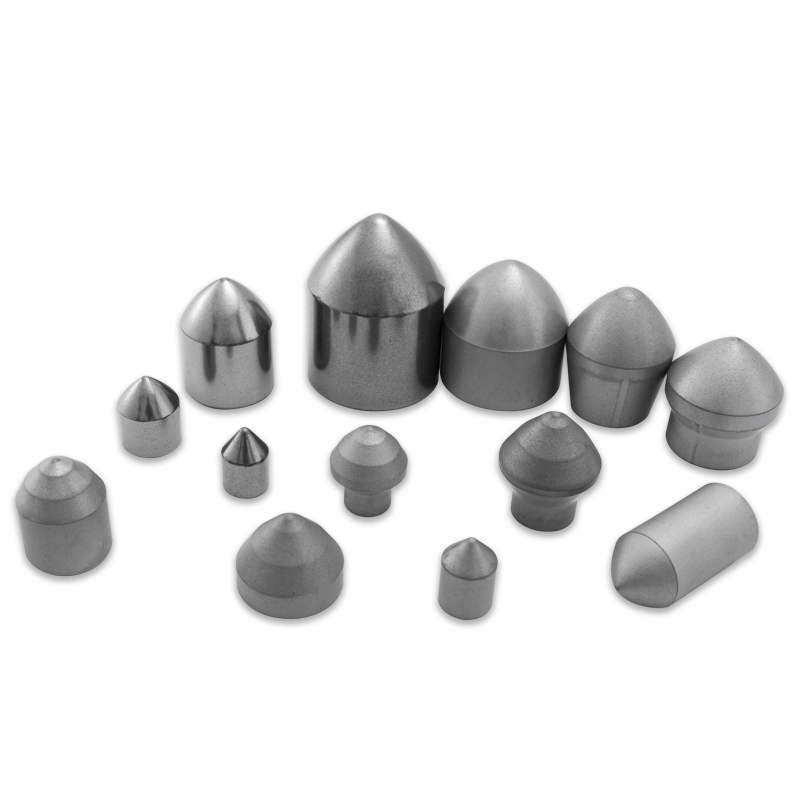
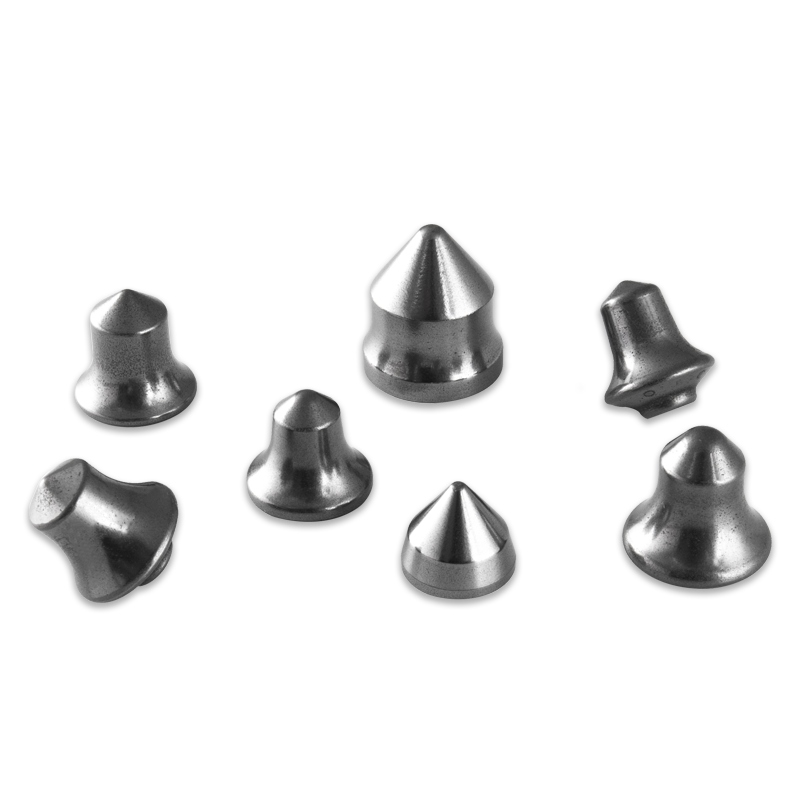
Bányászat, fúrás és kőzetfeltárás
A bányászati és építőipari fúrás a volfrám-karbid második legnagyobb alkalmazási kategóriája, amely hatalmas mennyiségű, nagy kobalttartalmú, szívósságra optimalizált minőséget fogyaszt fúrószárak, forgóvágó betétek, emelőfúrófejek és alagútfúrógép (TBM) tárcsás marók formájában. Az olaj- és gázfúráshoz használt Tricone görgős kúpos fúrófejek fúrónként több száz keményfém lapkát használnak, hogy több ezer méter mélyen átvágják a sziklaképződményeket. A felszíni és földalatti bányászathoz használt ütőfúrók keményfém gombokat használnak, amelyeknek ellenállniuk kell a pneumatikus vagy hidraulikus fúróberendezések ismételt nagy energiájú behatásainak koptató kőzetben. A Longwall bányászati nyírócsákányok és a folyamatos bányászati dobcsákányok keményfém hegyű szerszámokat használnak a szén és a lágy kőzet vágására a földalatti szénbányákban. Minden ilyen alkalmazásnál a keményfém minőséget gondosan optimalizálni kell, hogy maximális ellenállást biztosítson a kopás és az ütés speciális kombinációjával szemben, amely a célkőzettípusban előfordul, mivel a túl kemény minőség ütközés hatására eltörik, míg a túl lágy minőség gyorsan kopik koptató körülmények között.
Huzalhúzó és fémformázó szerszámok
A keményfém matricák a huzalhúzás szabványos anyagai – a fémhuzal átmérőjének csökkentésének folyamata azáltal, hogy fokozatosan kisebb szerszámnyílásokon keresztül húzzák át. A keményfém által biztosított extrém keménység, kopásállóság és nyomószilárdság kombinációja lehetővé teszi, hogy a huzalhúzó szerszámok megtartsák pontos nyílásgeometriájukat hatalmas huzalhosszúságú huzalok feldolgozásával – csere előtt matricánként akár több százezer métert –, miközben ellenállnak a szerszám felületén keletkező nagyon magas érintkezési nyomásnak. A keményfém szerszámokat acél, réz, alumínium és speciális ötvözethuzalok húzására használják néhány millimétertől egészen a 0,1 mm alatti finomhuzalig. A huzalhúzáson túl a keményfémet széles körben használják hidegalakító szerszámokban, mélyhúzó stancolásokban, menethengerlő szerszámokban és extrudáló szerszámokban, ahol a kopásállóság és a nyomószilárdság kombinációja ciklikus terhelés mellett szükséges a méretpontosság és a felületi minőség megőrzéséhez nagy gyártási mennyiségek mellett.
Kopó alkatrészek és szerkezeti alkatrészek
A wolfram-karbid kopóalkatrészeinek és szerkezeti alkatrészeinek alkalmazása a termékek nagyon széles körét öleli fel olyan iparágakban, mint a papír- és nyomdaipar, az élelmiszer-feldolgozás, az elektronikai gyártás, a textilipari gépek és a szivattyúrendszerek. A karbid fúvókák a szemcseszóráshoz és a szórórendszerekhez sokkal tovább ellenállnak a csiszolószemcsék eróziós hatásának, mint az acél alternatívák. A koptató iszapot kezelő szivattyúk mechanikus tömítéseinek keményfém tömítőfelületei milliónyi működési cikluson keresztül megőrzik felületük minőségét és síkságát. A keményfém vezetőhengerek és formázóhengerek a huzal- és csőgyártó sorokon megőrzik a méretpontosságot a hosszabb gyártási sorozatok során. A karbid szelepülékek és a koptató vagy eróziós folyamatfolyadékokat kezelő áramlásszabályozó szelepek golyói nagyságrendekkel hosszabb élettartamot biztosítanak, mint a hagyományos fém alternatívák. Minden esetben a keményfém megadásának közös mozgatórugója az idő előtti kopási hiba kiküszöbölése, amely egyébként gyakori cserét, gépleállást és ezzel kapcsolatos termelési veszteségeket igényelne.
Orvosi és fogászati műszerek
A cementezett volfrám-karbidot orvosi és fogorvosi alkalmazásokban használják, ahol keménysége, biokompatibilitása, korrózióállósága és az ismételt sterilizálási ciklusokon keresztüli éles vágóél megtartása miatt jobb, mint a rozsdamentes acél. A munkafelületükön keményfém betéttel gyártott sebészeti ollók, tűtartók és boncfogók élesebb, precízebb vágási teljesítményt biztosítanak, sokkal több sterilizálási és használati cikluson keresztül, mint a teljesen acél megfelelőek. Az eljárások során a fogzománc és csont vágására szolgáló fogászati fúrók szinte kizárólag keményfémből készülnek, köszönhetően az acélhoz képest kiváló vágási hatékonyságnak és hosszú élettartamnak. Az ortopéd vágóeszközök, beleértve a dörzsárakat, reszelőket és csontfűrészeket, keményfémet használnak a jobb vágási teljesítmény és a meghosszabbított élettartam érdekében. Az orvosi alkalmazások szigorú tisztasági és biokompatibilitási követelményei azt jelentik, hogy ezekre a felhasználásokra csak meghatározott, nagy tisztaságú, ellenőrzött nyomelemszintű keményfém-minőségek alkalmasak.
Volfrám-karbid bevonatok: más módszer a keményfém teljesítmény elérésére
A szilárd cementezett karbid alkatrészeken túl a volfrámkarbidot széles körben alkalmazzák felületi bevonatként acélra és más hordozóanyagokra termikus permetezési eljárásokkal, leggyakrabban nagy sebességű oxigéntüzelőanyaggal (HVOF) és plazmaszórással. A keményfém bevonat alkalmazásakor a cél az, hogy a keményfém kopásállóságát és keménységét a munkafelületen egyesítsék az acél hordozó szívósságával, megmunkálhatóságával és alacsonyabb költségével, olyan teljesítményegyensúlyt érve el, amelyet egyik anyag sem tud egyedül biztosítani.
A HVOF-permetezett volfrám-karbid-kobalt (WC-Co) és a volfrám-karbid-kobalt-króm (WC-CoCr) bevonatok világszerte a legszélesebb körben használt hőszóró bevonatok kopás- és erózióvédelemre. A HVOF eljárás a keményfém-kötőanyag-por részecskéit nagyon nagy sebességre gyorsítja fel, mielőtt az aljzattal ütközne, és sűrű, jól kötött bevonatokat hoz létre, amelyek keménysége megközelíti a szinterezett karbid keménységét és nagyon alacsony porozitást. Ezeket a bevonatokat repülőgép-futómű-alkatrészeken használják a kemény krómozás pótlására korrózió- és kopásvédelem céljából, szivattyútengelyeken és karmantyúkon a koptató iszapos üzemben, az újrahasznosított rosttartalom miatt kopásnak kitett papírgép-tekercseken, hidraulikus hengerrudakon és sok más olyan alkatrészen, ahol a kemény, kopásálló mérnöki megoldás a legköltségesebb acélfelület élettartamát hosszabbítja meg. A bevonat vastagsága jellemzően 100 és 400 mikron között van, és a bevont felület a szórás után pontos mérettűrésekre és felületi minőségre csiszolható.
A cementált volfrám-karbid legfontosabb fizikai és mechanikai tulajdonságai
A volfrám-karbidot új alkalmazáshoz vagy más anyagokkal összehasonlító mérnökök számára elengedhetetlen, hogy világos képet kapjanak annak fizikai és mechanikai tulajdonságairól. Az alábbi táblázat összefoglalja a cementált WC-Co keményfém tipikus minőségtartományának legfontosabb tulajdonságait.
| Tulajdonság | Tipikus hatótáv (WC-Co fokozatok) | Összehasonlítás acéllal |
| Vickers keménység (HV) | 1000-1800 HV | 3–7× keményebb, mint az edzett szerszámacél |
| Sűrűség (g/cm³) | 13,0 – 15,5 | ~1,7-2× sűrűbb, mint az acél |
| Young's Modulus (GPa) | 500-700 GPa | ~2,5-3,5× merevebb, mint az acél |
| Nyomószilárdság (MPa) | 3500-7000 MPa | Sokkal nagyobb a tömörítés, mint az acél |
| Keresztirányú szakadási szilárdság (MPa) | 1500-4000 MPa | Az edzett acélhoz hasonlítható vagy jobb |
| Törési szívósság (MPa·m½) | 8 – 22 MPa·m½ | Lejjebb than steel; brittle in tension |
| Hővezetőképesség (W/m·K) | 70 – 110 W/m·K | Magaser than most steels |
| Hőtágulási együttható (×10⁻⁶/°C) | 4,5 – 6,5 | ~ fele az acélnak; vegye figyelembe a ragasztott szerelvényekben |
| Olvadáspont (°C) | ~2870°C (WC vegyület) | Sokkal magasabb, mint az acél (~1400°C) |
A volfrámkarbid újrahasznosítása és fenntarthatósága
A volfrámot az Európai Unió és az Egyesült Államok is a kritikus nyersanyag közé sorolja a kínálati koncentráció kockázatai miatt – Kína ellenőrzi a globális elsődleges termelés túlnyomó részét – és a stratégiai iparágakban betöltött alapvető szerepe miatt. Ez az ellátási kockázat a volfrám magas gazdasági értékével együtt a volfrámkarbid-hulladék újrahasznosítását a globális volfrámellátási lánc fontos elemévé teszi. A világszerte elfogyasztott volfrám hozzávetőleg 30–40%-a jelenleg újrahasznosított karbidhulladékból származik, aminek az arányának növelésén az iparág aktívan dolgozik a begyűjtési és feldolgozási infrastruktúra fejlesztésével.
Az elhasznált volfrám-karbidnak számos kidolgozott újrahasznosítási módja létezik. A cink-visszanyerési eljárás a kobalt kötőanyagot olvadt cinkkel körülbelül 900 °C-on reagáltatva oldja fel, így a volfrám-karbid szemcsék érintetlenül maradnak az újrafelhasználásra, miután a cinket vákuumdesztillációval eltávolították. Ez az eljárás akkor előnyös, ha a visszanyert WC-port újra felhasználják a keményfém gyártásban, mert megőrzi a szemcseméretet, és elkerüli az energiaigényes kémiai feldolgozást, amely a volfrám elemi formájába való visszaállításához szükséges. A hidegáramú eljárás nagy sebességű ütést alkalmaz a kimerült keményfém mechanikai feltörésére finom porrá, amelyet újrahasznosítás céljából szűz porral kevernek össze. A kémiai átalakítási folyamatok – beleértve az APT-útvonalat is – feloldják a teljes keményfém-tömeget, és kémiailag megtisztítják a volfrámot ammónium-paravolframáttal, így az elsődleges volfrámnak megfelelő anyagot állítanak elő, amely új WC-porrá karburizálható. A volfrám-karbid-hulladék gazdasági értéke az egyik legaktívabban újrahasznosított ipari anyaggá teszi, a vágószerszám-, bányászati szerszám- és kopóalkatrész-iparban világszerte működő begyűjtő és feldolgozó hálózatokkal.
A volfrámkarbiddal kapcsolatos gyakori tévhitek, amelyeket érdemes tisztázni
Számos állandó tévhit kering a volfrám-karbiddal kapcsolatban mind műszaki, mind fogyasztói kontextusban, és ezek közvetlen kezelése segít reális elvárások felállításában azzal kapcsolatban, hogy az anyag mire képes és mire nem.
- "A volfrámkarbid törhetetlen": Ez az egyik leggyakoribb félreértés, különösen a keményfém ékszerekkel és fogyasztói termékekkel kapcsolatban. A cementált keményfém rendkívül kemény és kopásálló, ugyanakkor feszültségben is törékeny – az acélhoz képest viszonylag alacsony a törési szilárdsága, és megreped vagy összetörik, ha megfelelő ütésnek vagy húzófeszültségnek van kitéve. Például egy volfrámkarbid gyűrűt nem lehet úgy meghajlítani, hogy vészhelyzetben eltávolítsa, ahogy az aranygyűrűt meg tudja – speciális technikával kell letörni. A keménység, amely a keményfémet olyan hatékonysá teszi a kopási alkalmazásokhoz, elválaszthatatlan a ridegségtől, amely sebezhetővé teszi az ütési törésekkel szemben.
- "Minden volfrámkarbid egyforma": A "volfrámkarbid" kifejezés a kobalttartalomtól, szemcsemérettől és további keményfém fázisoktól függően jelentősen eltérő tulajdonságokkal rendelkező minőségek családját takarja. A 20% kobaltot tartalmazó bányászati csákány nagyon eltérő keménységgel, kopásállósággal és szívóssággal rendelkezik, mint a 6% kobaltot és szubmikron szemcseméretű precíziós kopóalkatrészek minősége. A „volfrámkarbid” minőségjelölés nélküli megadása nem ad elegendő információt a legtöbb mérnöki alkalmazáshoz.
- "A volfrámkarbid nem karcolható": Míg a cementezett karbid a fémekhez képest rendkívül karcálló, a nála keményebb anyagok – különösen a gyémánt, a köbös bór-nitrid (CBN) és néhány kerámia – megkarcolhatják. A gyémántbevonatú csiszolóanyagokat és a CBN csiszolókorongokat rutinszerűen használják a keményfém alkatrészek köszörülésére és befejezésére, éppen azért, mert keményebbek, és eltávolíthatják az anyagot a keményfém felületről.
- "A magasabb kobalt mindig alacsonyabb minőséget jelent": Ez helytelen a szívósságot és ütésállóságot igénylő alkalmazások esetén. A magas kobalttartalmú minőségeket kifejezetten olyan alkalmazásokhoz tervezték, mint a bányászati csákányok és a nehéz megszakított vágás, ahol az ütésállóság az elsődleges követelmény. Ezekben az alkalmazásokban a maximális keménység alapján kiválasztott alacsony kobalttartalmú minőség gyorsan megreped. A megfelelő kobaltszint az, amely biztosítja a keménység és a szívósság optimális egyensúlyát az adott alkalmazáshoz – sem nem univerzálisan magas, sem univerzálisan alacsony.
- "A keményfém szerszámokat soha nem kell cserélni": A keményfém szerszámok a legtöbb alkalmazásban sokkal lassabban kopnak, mint az acél alternatívák, de kopnak, és végül cserét vagy felújítást igényelnek. A keményfém szerszámok gazdaságossága a kiváló kopási élettartamukon – amely a kevésbé kopásálló alternatívákhoz képest csökkenti a csere gyakoriságát és költségét – nem a végtelen élettartamon alapul. A rendszeres ellenőrzés és a proaktív csere a megfelelő kopási határon mindig jobb, mint a keményfém szerszámok használata a teljes meghibásodásig, ami általában további károkat okoz a kapcsolódó alkatrészekben.
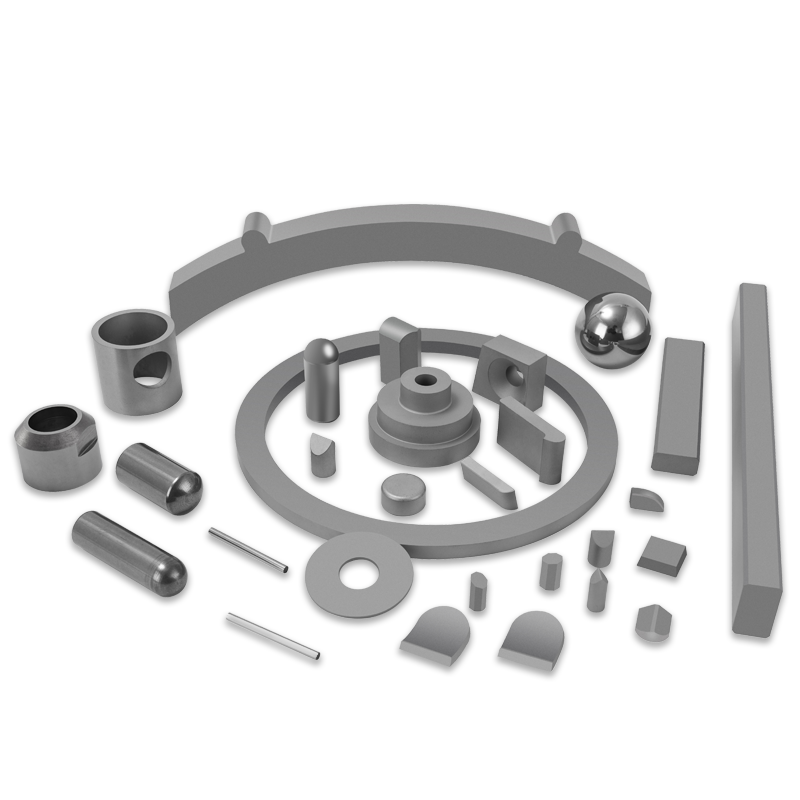
Termékeink //
Kapcsolódó termékek